.jpeg)
ТУ 14-3-460-2009
|
СОГЛАСОВАНЫ |
УТВЕРЖДАЮ |
|
Заместитель Председателя |
Председатель МТК 7 |
|
Госгорпромнадзора |
Первый зам. директора |
|
|
ГП «НИТИ» |
|
______________ С.В. Дунас |
_______________ В.П. Сокуренко |
|
Письмо № 01/03-10-13/3834 |
18.06.2009 г. |
|
от 15.06.2009 г. |
|
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ ДЛЯ ПАРОВЫХ КОТЛОВ
И ТРУБОПРОВОДОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТРУБИ СТАЛЕВI БЕЗШОВНI ДЛЯ ПАРОВИХ КОТЛIВ
ТА ТРУБОПРОВОДIВ
ТЕХНIЧНI УМОВИ
ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
|
|
(Взамен ТУ 14-3-460:2003) |
|
|
Дата введения в действие: 01.10.2009 г. |
|
|
Действуют до: 15.09.2019 г. |
(Измененная редакция. Изм. № 1)
|
СОГЛАСОВАНЫ |
РАЗРАБОТАНЫ |
|
Главный государственный санитарный |
Зам. директора |
|
врач Днепропетровской области |
ГП «НИТИ» |
|
______________ С.А. Рыженко |
_______________ В.С. Вахрушева |
|
Заключение № 05.03.02-07/20494 |
20.10.2008 г. |
|
от 09.04.2009 г. |
|
|
|
Зам. зав. отделением 24 |
|
|
ГП «НИТИ» |
|
|
_______________ Л.В. Опрышко |
|
|
17.10.2008 г. |
|
|
|
|
|
Зам. зав. отделом 15 |
|
|
ГП «НИТИ» |
|
|
_______________ В.М. Ворона |
|
|
17.10.2008 г. |
|
|
|
|
СОГЛАСОВАНЫ |
СОГЛАСОВАНЫ |
|
Директор по техническому развитию |
Директор технический |
|
ООО «ИНТЕРПАЙП НИКО ТЬЮБ» |
ОАО «Западэнерго» |
|
________________ В.И. Лозовой |
________________ С.К. Дашкевич |
|
Письмо № 02/186 от 30.01.09 г. |
Письмо № 41-7278 от 10.02.09 г. |
|
|
|
|
СОГЛАСОВАНЫ |
СОГЛАСОВАНЫ |
|
Технический директор |
И.о. технического директора- |
|
ЗАО «Никопольский завод стальных |
главного инженера |
|
труб «ЮТиСТ» |
АЭК «Киевэнерго» |
|
________ А.Н. Самсоненко |
________________ Ю.И. Гладышев |
|
Письмо № 3793-02 от 23.12.08 г. |
Письмо № 035/22 от 06.01.09 г. |
|
|
|
|
СОГЛАСОВАНЫ |
СОГЛАСОВАНЫ |
|
И.о. главного инженера |
Технический директор |
|
ОАО «ИНТЕРПАЙП НТЗ» |
ОАО «Днепроэнерго» |
|
________________ С.В. Беседнов |
________________ Л.А. Зуев |
|
Письмо № 09-С-13 от 10.03.09 г. |
Письмо № сп05/490 от 21.01.09 г. |
|
|
|
|
СОГЛАСОВАНЫ |
СОГЛАСОВАНЫ |
|
Директор по качеству и развитию |
Главный инженер |
|
ЗАО «СЕНТРАВИС ПРОДАКШН ЮКРЕЙН» |
Луганской ТЭС |
|
________________ М.А. Галкин |
ООО «Востокэнерго» |
|
Письмо № 07-2-290 от 30.01.09 г. |
________________ В.И. Малыгин |
|
|
Письмо № 8982/11 от 19.12.08 г. |
|
|
|
|
СОГЛАСОВАНЫ |
СОГЛАСОВАНЫ |
|
Управляющий директор |
Заместитель генерального директора |
|
ОАО «ВТЗ» |
ЗАО «ТММ-ЭНЕРГОСТРОЙ» |
|
________________ Е.Е. Благова |
________________ В.В. Корбут |
|
Письмо № 051/7428 от 24.12.08 г. |
Письмо № 236/01 от 03.02.09 г. |
|
|
|
|
СОГЛАСОВАНЫ |
|
|
Технический директор-первый заместитель |
|
|
Управляющего директора ОАО «СинТЗ» |
|
|
________________ Ю.В. Бодров |
|
|
Письмо № 05.1-70/7-13 от 17.02.09 г. |
|
|
|
|
|
СОГЛАСОВАНЫ |
|
|
Начальник технического управления- |
|
|
заместитель главного инженера |
|
|
ЗАО «Группа ЧТПЗ» |
|
|
________________ С.Б. Прилуков |
|
|
Письмо № И09-098 от 18.03.09 г. |
|
СОДЕРЖАНИЕ
(Измененная редакция. Изм. № 1)
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящие технические условия распространяются на трубы бесшовные из углеродистой и легированной стали с нормированными свойствами при высоких температурах. Трубы предназначены для паровых котлов и трубопроводов с высокими и сверхкритическими параметрами пара.
Продукция изготавливается на предприятиях Украины и стран СНГ.
Примеры условных обозначений:
Труба горячедеформированная наружным диаметром 108 мм толщиной стенки 12 мм немерной длины обычной точности изготовления из стали марки 20:
Труба Г 108×12 - 20 ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
То же, ограниченной длины в пределах от 6000 мм до 8000 мм:
Труба Г 108×12×6000-8000 - 20 ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
То же, мерной длины 6000 мм:
Труба Г 108×12×6000 - 20 ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
То же, повышенной точности изготовления по наружному диаметру и обычной точности по толщине стенки:
Труба Г 108-П×12×6000 - 20 ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
То же, обычной точности изготовления по наружному диаметру и повышенной точности по толщине стенки:
Труба Г 108×12-П×6000 - 20 ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
То же, повышенной точности изготовления по диаметру и толщине стенки:
Труба Г 108-П×12-П×6000 - 20 ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
Труба холоднодеформированная наружным диаметром 108 мм толщиной стенки 12 мм немерной длины обычной точности изготовления из стали марки 20:
Труба Х 108×12 - 20 ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
Труба холоднодеформированная внутренним диаметром 42 мм толщиной стенки 4 мм немерной длины из стали марки 20:
Труба Xвн. 42×4 - 20 ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящих технических условиях даны ссылки на следующие нормативные документы:
ДСТУ Б А.3.2-12:2009 ССБП. Системи вентиляцiйнi. Загальнi вимоги
ДСТУ ГОСТ 166:2009 (ИСО 3599-76) Штангенциркули. Технические условия (ГОСТ 166-89 (ИСО 3599-76), IDT)
ДСТУ EN 473:2012 Неруйнiвний контроль. Квалiфiкацiя i сертифiкацiя персоналу. Основнi положення (EN 473:2008, IDT)
ДСТУ 2680-94 Труби безшовнi катанi iз сталей i сплавiв. Термiни та визначення дефектiв поверхнi
ДСТУ 2841-94 (ГОСТ 27809-95) Чавун i сталь. Методи спектрографiчного аналiзу
ДСТУ 3124-95 Труби iз сталi i сплавiв. Biдбip та пiдготовка проб для визначення хiмiчного складу. Основнi положення
ДСТУ 4179-2003 Рулетки вимiрювальнi металевi. Технiчнi умови (ГОСТ 7502-98, MOD)
ДСТУ ГОСТ 6507:2009 Микрометры. Технические условия
ДСТУ 7238:2011 Система стандартiв безпеки працi. Засоби колективного захисту працюючих. Загальнi вимоги та класифiкацiя
ДСТУ 7239:2011 Система стандартiв безпеки працi. Засоби iндивiдуального захисту. Загальнi вимоги та класифiкацiя
ДСТУ ISO 7438:2005 Матерiали металевi. Випробування на згин (ISO 7438:1985, IDT)
ДСТУ ISO 8496-2002 Металевi матерiали. Труби. Випробування на розтяг кiльця двома паралельними стрижнями (ISO 8496:1988, IDT)
ДСТУ ГОСТ 12344:2005 Сталi легованi та високолегованi. Методи визначення вуглецю (ГОСТ 12344-2003, IDT)
ДСТУ ГОСТ 12345:2004 (ИСО 671-82, ИСО 4935-89) Сталi легованi та високолегованi. Методи визначення сiрки (ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89), IDT)
ДСТУ ГОСТ 12348:2009 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца (ГОСТ 12348-78 (ИСО 629-82), IDT)
ДСТУ ГОСТ 12351:2005 (ISO 4942:1988, ISO 9647:1989) Сталi легованi та високолегованi. Методи визначення ванадiю (ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989), IDT)
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.014-84 ССБТ. Воздух рабочей зоны. Метод измерения концентраций вредных веществ индикаторными трубками
ГОСТ 12.1.018-93 ССБТ. Пожаровзрывобезопасность статического электричества. Общие требования
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.062-81 ССБТ. Оборудование производственное. Ограждения защитные
ГОСТ 12.4.103-83 ССБТ. Одежда специальная защитная, средства индивидуальной защиты ног и рук. Классификация
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 1778-70 (ИСО 4967-79) Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2216-84 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 3728-78 Трубы. Метод испытания на загиб
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640-68 Сталь. Металлографический метод оценки микроструктуры листов и ленты
ГОСТ 6032-89 (ИСО 3651-1-76, ИСО 3651-2-76) Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость против межкристаллитной коррозии
ГОСТ 7565-81 (ИСО 377.2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Методы испытания на растяжение
ГОСТ 10145-81 Металлы. Метод испытания на длительную прочность
ГОСТ 10243-75 Сталь. Метод испытаний и оценки макроструктуры
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Метод определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 18360-93 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 18365-93 Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19040-81 Трубы металлические. Метод испытания на растяжение при повышенных температурах
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 24851-81 Калибры гладкие для цилиндрических отверстий и валов. Виды
ГОСТ 24853-81 Калибры гладкие для размеров до 500 мм. Допуски
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
ДСанПiН 2.2.4-171-10 Державнi санiтарнi правила i норми «Гiгiꞓнiчнi вимоги до води питноï, призначеноï для споживання людиною»
ДСанПiН 2.2.7.029-99 Державнi санiтарнi правила i норми «Гiгiꞓнiчнi вимоги щодо поводження з промисловими вiдходами та визначення ïх класу небезпеки для здоров'я населення»
ДСН 3.3.6.037-99 Cанiтарнi норми виробничого шуму, ультразвуку та iнфразвуку
ДСН 3.3.6.039-99 Cанiтарнi норми виробничоï загальноï та локальноï вiбрацiï
ДСН 3.3.6.042-99 Cанiтарнi норми мiкроклiмату виробничих примiщень
ДСП 3.3.1.038-99 Пiдприꞓмства чорноï металургiï. Державнi санiтарнi правила
ДСП 201-97 Державнi санiтарнi правила охорони атмосферного повiтря населених мiсць (вiд забруднення хiмiчними та бiологiчними речовинами)
МУ 1638-77 Методические указания на фотометрическое определение двуокиси азота в воздухе
МУ 4833-88 Методические указания по фотометрическому измерению концентраций аэрозоля масел в воздухе рабочей зоны
МУ 4945-88 Методические указания по определению вредных веществ в сварочном аэрозоле
МУ 5886-91 Методические указания по определению вредных веществ в воздухе
НРБУ-97 Норми радiацiйнноï безпеки Украïни
Наказ МОЗ Украïни вiд 21.05.2007 № 246 Порядок проведення медичних оглядiв працiвникiв певних категорiй
Наказ МОЗ Украïни вiд 17.03.2011 № 145 Державнi санiтарнi норми та правила утримання територiй населених мiсць
СанПиН 4630-88 Санитарные правила и нормы охраны поверхностных вод от загрязнения
СП № 1042-73 от 04.04.1973 г. Санитарные правила организации технологических процессов и гигиенические требования к производственному оборудованию
ДБН В.1.4-1.01-97 Система норм та правил зниження рiвня iонiзуючих випромiнювань природних радiонуклiдiв в будiвництвi. Регламентованi радiацiйнi параметри. Допустимi рiвнi
ДБН В.1.4-2.01-97 Система норм та правил зниження рiвня iонiзуючих випромiнювань природних радiонуклiдiв в будiвництвi. Радiацiйний контроль будiвельних матерiалiв та об'ꞓктiв будiвництва
ДБН В.2.2-28-2010 Будинки адмiнiстративного та побутового призначення
ДБН В.2.5-28-2006 Iнженерне обладання будинкiв i споруд. Природне i штучне освiтлення
ДБН В.2.5-64:2012 Внутрiшнiй водопровiд та каналiзацiя
ДБН В.2.5-67:2013 Опалення, вентиляцiя та кондицiонування
(Измененная редакция. Изм. № 1)
3. КЛАССИФИКАЦИЯ СТАЛИ
В настоящих технических условиях принята следующая классификация стали:
- углеродистая сталь;
- легированная сталь (низколегированная, высоколегированнная).
Сталь марок 20, 20-ПВ относится к углеродистой, 15ГС, 15ХМ, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 12Х2МФСР - к низколегированной, 12Х11В2МФ, 12Х18Н12Т - к высоколегированной.
4. ДАННЫЕ ДЛЯ ЗАКАЗА
4.1 Обязательные данные
В заказе потребитель должен указать следующие обязательные данные:
- номер настоящих технических условий;
- объем поставки (масса и/или длина и/или количество труб в штуках);
- способ изготовления труб (горяче-, холодно- или теплодеформированные);
- марку стали;
- размер труб (номинальные наружные диаметр и номинальная толщина стенки);
- точность изготовления (обычная или повышенная по диаметру и толщине стенки);
- длину труб (немерная, мерная или диапазон длин);
- виды технологических испытаний.
4.2 В настоящих технических условиях установлен ряд возможных дополнительных требований, которые могут быть указаны в заказе потребителем. Изготовление труб с дополнительными требованиями производится по согласованию изготовителя с потребителем. Если потребитель не указывает дополнительные требования, поставка труб осуществляется в соответствии с основными требованиями технических условий.
К дополнительным требованиям относятся:
1) поставка холодно- и теплодеформированных труб по внутреннему диаметру и толщине стенки (5.4.1);
2) поставка труб других размеров в пределах сортамента, указанного в таблицах 1 - 6 (5.4.2);
3) поставка труб с комбинированными предельными отклонениями, с более жесткими предельными отклонениями либо с другим соотношением плюсового и минусового отклонений в пределах поля допусков (5.4.7);
4) поставка труб с фаской (5.4.10);
5) контроль химического состава металла труб (5.5.2);
6) поставка горячедеформированных труб с более жесткими требованиями к качеству поверхности (5.7.2);
7) неразрушающий вихретоковый или магнитный (магнитоиндукционный) контроль для выявления поверхностных и сквозных дефектов (5.8.1);
8) неразрушающий ультразвуковой контроль для выявления поперечных дефектов (5.8.1);
9) неразрушающий ультразвуковой контроль для выявления дефектов типа «расслоение» в трубах с толщиной стенки 10 мм и более, изготовленных из деформированной заготовки (5.8.1);
10) неразрушающий ультразвуковой контроль для выявления продольных дефектов горячедеформированных труб по более жестким нормам (5.8.1);
11) контроль концевых участков труб (5.8.1);
12) поставка труб с более жесткими требованиями по загрязненности неметаллическими включениями (5.10.7);
13) испытания на ударный изгиб при комнатной температуре на образцах с концентратором вида U для труб с толщиной стенки от 5 мм до 12 мм (5.11.2);
14) испытания на ударный изгиб при температурах от 0 °С до минус 60 °С на образцах с концентратором вида U для труб с толщиной стенки 5 мм и более (5.11.2);
15) испытания на ударный изгиб при комнатной температуре и температурах от 0 °С до минус 20 °С на образцах с концентратором вида V для труб с толщиной стенки 5 мм и более (5.11.2);
16) испытания на растяжение при рабочих температурах (5.11.5);
17) испытания на сплющивание труб с толщиной стенки более 15 % наружного диаметра (5.12.2);
18) испытания на стойкость против межкристаллитной коррозии (для труб из стали марки 12Х18Н12Т) (5.13);
19) поставка труб диаметром 108 мм и менее без предохранительных заглушек и колпачков (6.4);
20) поставка труб с нанесением временной консервационной смазки либо с упаковкой в материалы с летучими ингибиторами коррозии (6.4);
21) поштучная отгрузка труб диаметром от 114 мм до 159 мм (6.6);
22) контроль толщины стенки по всей длине трубы с помощью ультразвукового толщиномера (9.1).
5 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
5.1 Общие требования
Трубы в состоянии поставки должны соответствовать требованиям настоящих технических условий.
Изготовитель должен обеспечить идентификацию труб или партий труб по всему технологическому циклу их изготовления в соответствии с действующими на предприятиях системами качества.
5.2 Трубная заготовка
Трубы изготавливают из обточенной или ободранной трубной заготовки:
- горячедеформированной (катаной, кованой) по ТУ 14-1-1529 [1], ТУ 14-1-1787 [2], ТУ 14-1-2560 [3], ТУ 14-1-5185 [4], ТУ 14-1-5271 [5], полученной из слитков стационарной или непрерывной разливки стали, выплавляемой в электрических (в том числе на железе прямого восстановления - ПВ) и мартеновских печах.
- недеформированной непрерывнолитой заготовки по ТУ 14-1-5319 [6], ТУ 14-1-5478 [7], ТУ 14-1-5603 [8], ТУ 14-1-5614 [9] после проведения аттестационных испытаний и получения разрешения ГП «НИТИ». Допускается использование необточенной (неободранной) трубной заготовки для производства труб после получения разрешения ГП «НИТИ».
Допускается изготовление труб из стали, выплавляемой в кислородных конверторах, после проведения аттестационных испытаний и получения разрешения ГП «НИТИ».
(Измененная редакция. Изм. № 1)
5.3 Способ изготовления труб
Трубы изготавливают способом горячей деформации (горячекатаные, горячепрессованные), способом холодной и теплой деформации.
5.4 Параметры и размеры
5.4.1 Трубы поставляют по наружному диаметру и толщине стенки.
Дополнительное требование 1. Поставка холодно- и теплодеформированных труб по внутреннему диаметру и толщине стенки.
5.4.2 Размеры труб должны соответствовать
а) из углеродистой и низколегированной стали:
- горячедеформированных из катаной или кованой заготовки - указанным в таблицах 1 и 2;
- горячепрессованных из недеформированной непрерывнолитой заготовки -указанным в таблице 3;
- холодно- и теплодеформированных - указанным в таблице 4.
Допускается по согласованию изготовителя с потребителем поставка холодно- и теплодеформированных труб диаметром более 108 мм из углеродистой и низколегированной стали по сортаменту горячедеформированных труб;
б) из высоколегированной стали:
- горячедеформированных - указанным в таблице 5;
- холодно- и теплодеформированных - указанным в таблице 6.
Дополнительное требование 2. Поставка труб других размеров в пределах сортамента, указанного в таблицах 1 - 6.
5.4.3 Теоретическая масса труб из углеродистой и низколегированной стали приведена в таблицах 7 и 8, из высоколегированной стали - в таблицах 9 и 10.
Расчет массы произведен по средним значениям диаметра и толщины стенки труб с учетом несимметричности предельных отклонений и удельной плотности углеродистой, низколегированной и высоколегированной стали.
5.4.4 По длине трубы поставляют немерной, мерной и ограниченной длины:
5.4.4.1 Немерной длины
а) трубы из углеродистой и низколегированной стали:
- горячедеформированные - от 4 м до 12 м включ.;
- холодно- и теплодеформированные - от 3 м до 12 м включ.;
б) трубы из высоколегированной стали:
- горячедеформированные - длиной от 3 м до 12 м включ.;
- холодно- и теплодеформированные - от 3 м до 12 м включ.
5.4.4.2 Мерной длины
а) трубы из углеродистой и низколегированной стали:
- горячедеформированные - в соответствии с длинами, указанными в таблицах 1 и 3;
- холодно- и теплодеформированные из углеродистой стали - до 12 м включ., из низколегированной стали - до 9 м включ.
б) трубы из высоколегированной стали:
- горячедеформированные - в соответствии с длинами, указанными в таблице 5;
- холодно- и теплодеформированные из стали марки 12Х18Н12Т - до 12 м включ., из стали марки 12X11В2МФ - до 9 м включ.
5.4.4.3 Ограниченной длины
- в пределах немерной длины с разбегом по длине не более 2 м.
5.4.4.4 Разрешается по согласованию изготовителя с потребителем поставка труб длиной до 24 м включ.
Таблица 1 - Сортамент и максимальная мерная длина горячедеформированных труб из углеродистой и низколегированной стали
|
Наружный диаметр, мм |
Толщина стенки, мм |
|||||||||||||||||||||
|
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
13,0 |
14,0 |
15,0 |
16,0 |
17,0 |
18,0 |
|
|
Максимальная мерная длина труб, м |
||||||||||||||||||||||
|
32 |
11,0 |
11,0 |
11,0 |
11,0 |
11,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
36 |
11,0 |
11,0 |
11,0 |
11,0 |
11,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
38 |
- |
11,0 |
11,0 |
11,0 |
11,0 |
11,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
- |
11,0 |
11,0 |
11,0 |
11,0 |
11,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
42 |
- |
11,0 |
11,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
- |
- |
- |
- |
- |
- |
- |
|
45 |
- |
- |
11,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
- |
- |
- |
- |
- |
- |
|
48 |
- |
- |
11,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,0 |
9,5 |
- |
- |
- |
- |
|
50 |
- |
- |
11,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,0 |
9,5 |
9,0 |
8,5 |
- |
- |
- |
|
51 |
- |
- |
11,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,0 |
9,5 |
9,0 |
8,5 |
- |
- |
- |
|
54 |
- |
- |
11,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
10,5 |
10,0 |
9,5 |
9,0 |
8,0 |
8,0 |
7,5 |
7,0 |
7,0 |
- |
|
55 |
- |
- |
11,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
10,5 |
10,0 |
9,5 |
9,0 |
8,0 |
8,0 |
7,5 |
7,0 |
7,0 |
- |
|
57 |
- |
- |
9,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
9,5 |
9,0 |
9,0 |
9,0 |
- |
- |
|
|
- |
|
60 |
- |
- |
9,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
11,0 |
10,0 |
9,0 |
9,0 |
9,0 |
9,0 |
- |
- |
- |
- |
- |
|
76 |
- |
- |
9,0 |
9,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,0 |
10,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
|
83 |
- |
- |
9,0 |
9,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
9,5 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
|
89 |
- |
- |
9,0 |
9,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,5 |
9,5 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
|
102 |
- |
- |
- |
- |
9,0 |
12,0 |
11,0 |
10,5 |
9,5 |
11,0 |
10,0 |
10,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
7,5 |
7,0 |
7,0 |
7,0 |
7,0 |
|
108 |
- |
- |
- |
- |
9,0 |
11,5 |
11,5 |
11,5 |
10,5 |
10,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
8,0 |
8,0 |
7,5 |
7,0 |
7,0 |
|
114 |
- |
- |
- |
- |
- |
12,0 |
11,0 |
10,5 |
9,5 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
|
121 |
- |
- |
- |
- |
- |
11,0 |
10,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
|
133 |
- |
- |
- |
- |
- |
9,0 |
9,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
|
140 |
- |
- |
- |
- |
- |
- |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
|
146 |
- |
- |
- |
- |
- |
- |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
|
152 |
- |
- |
- |
- |
- |
- |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
|
159 |
- |
- |
- |
- |
- |
- |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
|
168 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,0 |
9,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,0 |
12,0 |
12,0 |
11,5 |
|
194 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,0 |
9,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,0 |
9,5 |
9,0 |
9,0 |
|
219 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
|
245 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
|
273 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
|
299 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
|
325 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
|
351 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
8,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
|
377 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
7,5 |
7,5 |
7,0 |
7,0 |
6,5 |
9,0 |
|
426 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
8,5 |
8,5 |
8,0 |
7,5 |
7,0 |
|
465 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6,0 |
6,0 |
6,0 |
Окончание таблицы 1
|
Наружный диаметр, мм |
Толщина стенки, мм |
||||||||||||||||||||
|
19,0 |
20,0 |
22,0 |
24,0 |
25,0 |
26,0 |
27,0 |
28,0 |
30,0 |
32,0 |
34,0 |
36,0 |
38,0 |
40,0 |
42,0 |
45,0 |
48,0 |
50,0 |
56,0 |
60,0 |
80,0 |
|
|
Максимальная мерная длина труб, м |
|||||||||||||||||||||
|
32 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
36 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
38 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
42 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
48 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
51 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
54 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
55 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
57 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
76 |
9,0 |
9,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
83 |
9,0 |
9,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
89 |
9,0 |
9,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
102 |
7,0 |
7,0 |
7,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
108 |
7,0 |
7,0 |
7,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
114 |
11,0 |
10,5 |
9,0 |
8,5 |
6,0 |
6,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
121 |
12,0 |
12,0 |
11,0 |
8,0 |
8,0 |
7,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
133 |
12,0 |
12,0 |
11,5 |
10,5 |
9,0 |
9,0 |
8,5 |
8,5 |
7,0 |
6,0 |
6,0 |
5,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
140 |
12,0 |
12,0 |
11,5 |
9,5 |
9,5 |
9,0 |
9,0 |
7,5 |
7,5 |
6,0 |
5,5 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
146 |
12,0 |
12,0 |
10,5 |
10,0 |
9,5 |
9,0 |
9,0 |
8,0 |
7,5 |
6,0 |
6,0 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
152 |
12,0 |
12,0 |
11,0 |
10,0 |
9,0 |
8,5 |
8,5 |
8,0 |
7,0 |
6,0 |
5,5 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
159 |
12,0 |
12,0 |
11,0 |
9,5 |
9,0 |
9,0 |
9,0 |
7,5 |
7,0 |
6,5 |
6,0 |
6,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
168 |
11,5 |
10,5 |
10,0 |
9,5 |
9,0 |
8,5 |
7,5 |
7,5 |
7,0 |
6,0 |
5,5 |
5,0 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
|
194 |
9,0 |
8,5 |
8,0 |
7,5 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
6,5 |
6,0 |
6,0 |
5,5 |
5,0 |
- |
- |
- |
- |
- |
|
219 |
9,0 |
8,5 |
8,0 |
9,0 |
8,5 |
8,5 |
8,5 |
8,0 |
7,5 |
7,0 |
6,5 |
6,0 |
6,0 |
5,75 |
5,75 |
5,5 |
5,0 |
4,5 |
- |
- |
- |
|
245 |
9,0 |
9,0 |
9,0 |
9,0 |
8,0 |
8,0 |
8,0 |
7,5 |
7,5 |
6,5 |
6,5 |
6,0 |
7,75 |
7,5 |
7,0 |
6,5 |
6,25 |
6,0 |
- |
- |
- |
|
273 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
8,5 |
8,0 |
7,5 |
7,0 |
7,0 |
7,0 |
7,0 |
6,5 |
6,5 |
6,0 |
5,5 |
5,0 |
4,5 |
- |
|
299 |
9,0 |
9,0 |
9,0 |
9,0 |
8,5 |
8,5 |
8,5 |
8,0 |
7,75 |
7,5 |
7,25 |
7,0 |
6,0 |
6,0 |
5,5 |
5,25 |
5,0 |
4,5 |
4,25 |
4,0 |
- |
|
325 |
9,0 |
9,0 |
9,0 |
8,5 |
8,0 |
8,0 |
8,0 |
8,0 |
7,5 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
6,0 |
6,0 |
6,0 |
5,5 |
4,5 |
- |
|
351 |
9,0 |
9,0 |
9,0 |
9,0 , |
9,0 |
9,0 |
9,0 |
8,5 |
8,0 |
7,5 |
7,25 |
7,0 |
6,5 |
6,25 |
6,0 |
5,75 |
5,5 |
5,0 |
4,75 |
4,5 |
- |
|
377 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
9,0 |
8,5 |
8,5 |
8,0 |
7,5 |
7,0 |
7,0 |
7,0 |
5,25 |
5,0 |
4,5 |
4,5 |
- |
|
426 |
6,5 |
6,5 |
6,5 |
6,0 |
5,0 |
5,0 |
5,5 |
5,5 |
5,5 |
5,5 |
5,5 |
5,5 |
5,0 |
5,0 |
5,0 |
4,5 |
4,5 |
4,5 |
4,25 |
4,25 |
- |
|
465 |
6,0 |
6,0 |
5,5 |
5,5 |
5,5 |
5,5 |
5,0 |
5,0 |
5,0 |
4,75 |
4,75 |
4,75 |
4,5 |
4,5 |
- |
- |
- |
- |
- |
- |
3,8 |
|
Примечание 1. 1-я группа толщин стенок соответствует размерам труб, находящимся слева от ломаной линии; 2-я группа - размерам труб, находящимся справа от этой линии. Примечание 2. Трубы диаметром менее 57 мм поставляют после проведения дополнительных исследований и получения разрешения ГП «НИТИ». |
|||||||||||||||||||||
Таблица 2 - Дополнительный сортамент и длина горячедеформированных труб из стали марок 15ГС и 15Х1М1Ф
|
Марка стали |
Наружный диаметр, мм |
Толщина стенки, мм |
Длина, м |
|
|
465 |
56 |
3,5 - 5,1 |
|
15ГС |
465 |
75 |
2,8 - 4,5 |
|
|
530 |
28 |
не менее 4,0 |
|
|
530 |
40 |
не менее 3,5 |
|
|
530 |
65 |
3,5 - 4,4 |
|
|
377 |
70 |
2,8 - 4,6 |
|
|
426 |
80 |
2,8 - 4,6 |
|
15Х1М1Ф |
426 |
90 |
2,8 - 4,0 |
|
|
465 |
56 |
3,5 - 5,1 |
|
|
465 |
65 |
3,5 - 4,6 |
|
|
465 |
75 |
3,5 - 4,3 |
|
|
530 |
25 |
не менее 4,0 |
|
Примечание 1. В каждой партии труб диаметром 465 мм должно быть не менее 40 % (по массе) труб длиной более 4,1 м. Примечание 2. Допускается в партии не более одной трубы длиной короче указанной, но не менее 2,5 м. |
|||
Таблица 3 - Сортамент и максимальная мерная длина горячепрессованных труб, изготовленных из недеформированной непрерывнолитой заготовки из стали марок 20 и 12X1МФ
|
Наружный диаметр, мм |
Толщина стенки, мм |
||||||||||||||||||||||||||||||
|
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
13,0 |
14,0 |
15,0 |
16,0 |
17,0 |
18,0 |
19,0 |
20,0 |
21,0 |
22,0 |
23,0 |
24,0 |
25,0 |
26,0 |
27,0 |
28,0 |
29,0 |
30,0 |
|
|
Максимальная мерная длина труб, м |
|||||||||||||||||||||||||||||||
|
42 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
48 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,0 |
9,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,0 |
9,5 |
9,0 |
8,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
51 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,0 |
9,5 |
9,0 |
8,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
54 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
10,5 |
10,0 |
9,5 |
9,0 |
8,0 |
8,0 |
7,5 |
7,0 |
7,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
55 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
10,5 |
10,0 |
9,5 |
9,0 |
8,0 |
8,0 |
7,5 |
7,0 |
7,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
57 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
9,5 |
8,5 |
8,0 |
7,5 |
7,0 |
7,0 |
6,5 |
7,5 |
7,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
11,0 |
10,0 |
9,0 |
8,0 |
7,5 |
7,0 |
8,0 |
7,5 |
7,0 |
7,0 |
6,5 |
6,5 |
6,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
76 |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,0 |
10,0 |
9,0 |
8,0 |
7,0 |
6,5 |
5,5 |
5,0 |
5,5 |
5,5 |
5,0 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
83 |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
9,5 |
8,5 |
7,5 |
8,5 |
7,5 |
7,0 |
6,5 |
5,5 |
5,0 |
5,0 |
4,5 |
4,0 |
4,0 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
- |
|
89 |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,5 |
9,5 |
8,5 |
9,5 |
8,5 |
8,0 |
7,5 |
7,0 |
6,5 |
5,5 |
5,5 |
5,0 |
4,5 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
- |
- |
- |
|
102 |
- |
- |
12,0 |
11,0 |
10,5 |
9,5 |
11,0 |
10,0 |
10,0 |
9,0 |
8,0 |
7,5 |
7,0 |
6,5 |
6,0 |
5,5 |
5,5 |
5,0 |
5,0 |
4,5 |
4,5 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
- |
- |
- |
|
108 |
- |
- |
11,5 |
11,5 |
11,5 |
10,5 |
10,0 |
9,0 |
9,0 |
8,0 |
7,0 |
6,5 |
6,0 |
5,5 |
5,5 |
5,0 |
4,5 |
4,5 |
4,5 |
4,0 |
4,0 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
- |
- |
- |
|
114 |
- |
- |
12,0 |
11,0 |
10,5 |
9,5 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
11,0 |
10,5 |
9,5 |
9,0 |
9,0 |
8,5 |
- |
- |
- |
- |
- |
- |
|
121 |
- |
- |
11,0 |
10,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
11,0 |
8,5 |
8,0 |
8,0 |
7,0 |
6,5 |
6,5 |
- |
- |
|
133 |
- |
- |
9,0 |
8,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
11,5 |
11,0 |
10,5 |
9,0 |
9,0 |
8,5 |
8,5 |
7,0 |
7,0 |
|
140 |
- |
- |
8,0 |
7,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
11,0 |
9,5 |
9,5 |
9,0 |
8,0 |
7,5 |
7,5 |
7,5 |
|
146 |
- |
- |
- |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
10,5 |
10,5 |
10,0 |
9,5 |
9,0 |
8,5 |
8,0 |
7,5 |
7,5 |
|
152 |
- |
- |
- |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
11,0 |
10,5 |
10,0 |
9,0 |
8,5 |
8,5 |
8,0 |
7,5 |
7,0 |
|
159 |
- |
- |
- |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
11,0 |
10,0 |
9,5 |
9,0 |
9,0 |
8,5 |
7,5 |
7,5 |
7,0 |
|
168 |
- |
- |
- |
- |
- |
- |
- |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,0 |
12,0 |
12,0 |
11,5 |
11,5 |
10,5 |
10,5 |
10,0 |
9,5 |
9,5 |
9,0 |
8,5 |
8,0 |
7,5 |
7,5 |
7,0 |
|
194 |
- |
- |
- |
- |
- |
- |
- |
- |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
11,5 |
10,5 |
10,0 |
9,5 |
8,5 |
8,0 |
7,5 |
7,0 |
7,0 |
6,5 |
6,0 |
6,0 |
6,0 |
6,0 |
6,0 |
6,0 |
6,0 |
6,0 |
|
219 |
- |
- |
- |
- |
- |
- |
- |
- |
12,0 |
12,0 |
11,5 |
10,5 |
10,0 |
9,0 |
8,5 |
8,0 |
8,0 |
7,5 |
7,0 |
6,5 |
6,0 |
6,0 |
6,0 |
5,5 |
5,5 |
5,0 |
5,0 |
4,5 |
4,5 |
4,0 |
4,0 |
|
245 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5,8 |
5,0 |
4,5 |
4,5 |
4,5 |
4,0 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
|
Примечание 1. 1-я группа толщин стенок соответствует размерам труб, находящимся слева от ломаной линии; 2-я группа - размерам труб, находящимся справа от этой линии. Примечание 2. Трубы диаметром менее 57 мм и диаметром 245 мм поставляют после проведения дополнительных исследований и получения разрешения ГП «НИТИ». |
|||||||||||||||||||||||||||||||
Таблица 4 - Сортамент холодно- и теплодеформированных труб из углеродистой и низколегированной стали
|
Наружный диаметр, мм |
Толщина стенки, мм |
|||||||||||||||||
|
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
13,0 |
|
|
10 |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
12 |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
16 |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
× |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
22 |
× |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
25 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
28 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
|
30 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
|
32 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
|
36 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
|
38 |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
|
40 |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
|
42 |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
|
45 |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
|
48 |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
|
50 |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
× |
× |
× |
- |
- |
|
51 |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
|
54 |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
|
55 |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
|
57 |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
|
60 |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
|
63 |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
|
70 |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
76 |
- |
- |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
83 |
- |
- |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
89 |
- |
- |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
102 |
- |
- |
- |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
108 |
- |
- |
- |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
Таблица 5 - Сортамент и максимальная мерная длина горячедеформированных труб из высоколегированной стали
|
Наружный диаметр, мм |
Толщина стенки, мм |
|||||||||||||||||||||||||||||
|
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
8,5 |
9,0 |
9,5 |
10,0 |
11,0 |
12,0 |
13,0 |
14,0 |
15,0 |
16,0 |
17,0 |
18,0 |
19,0 |
20,0 |
21,0 |
24,0 |
25,0 |
26,0 |
28,0 |
30,0 |
32,0 |
|
|
Максимальная мерная длина труб, м |
||||||||||||||||||||||||||||||
|
42 |
12,0 |
12,0 |
12,0 |
12,0 |
12,0 |
10,5 |
10,5 |
9,5 |
9,5 |
8,5 |
8,5 |
8,0 |
8,0 |
7,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
12,0 |
12,0 |
12,0 |
12,0 |
10,5 |
10,0 |
9,5 |
9,0 |
8,5 |
8,0 |
7,5 |
7,0 |
6,5 |
6,5 |
5,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
48 |
12,0 |
12,0 |
12,0 |
12,0 |
10,0 |
9,0 |
8,5 |
8,0 |
7,5 |
7,0 |
6,5 |
6,5 |
6,0 |
5,5 |
5,5 |
5,0 |
5,0 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
12,0 |
11,5 |
11,5 |
10,5 |
9,5 |
9,0 |
8,0 |
7,5 |
7,0 |
7,0 |
6,5 |
6,0 |
6,0 |
5,5 |
5,0 |
4,5 |
4,5 |
4,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
51 |
12,0 |
11,0 |
11,0 |
10,0 |
9,5 |
8,5 |
8,0 |
7,5 |
7,0 |
6,5 |
6,5 |
6,0 |
6,0 |
5,5 |
5,0 |
4,5 |
4,5 |
4,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
53 |
12,0 |
10,5 |
10,5 |
9,5 |
9,0 |
8,0 |
7,5 |
7,0 |
6,5 |
6,5 |
6,0 |
6,0 |
6,0 |
6,0 |
6,0 |
6,0 |
5,5 |
5,0 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
54 |
12,0 |
10,5 |
10,5 |
9,5 |
8,5 |
8,0 |
7,5 |
7,0 |
6,5 |
6,0 |
6,0 |
6,0 |
6,0 |
6,0 |
6,0 |
6,0 |
5,5 |
5,0 |
5,0 |
4,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
57 |
12,0 |
10,5 |
10,5 |
9,0 |
8,5 |
7,5 |
7,0 |
6,5 |
6,5 |
6,5 |
6,5 |
6,5 |
6,5 |
6,5 |
6,0 |
5,5 |
5,0 |
5,0 |
4,5 |
4,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
11,5 |
10,5 |
10,5 |
9,0 |
8,5 |
7,5 |
7,0 |
6,5 |
6,5 |
6,5 |
6,5 |
6,5 |
6,5 |
6,0 |
6,0 |
5,5 |
5,0 |
5,0 |
4,5 |
4,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
68 |
11,0 |
11,0 |
11,0 |
10,0 |
9,0 |
8,5 |
8,0 |
7,5 |
7,0 |
6,5 |
6,5 |
6,0 |
5,5 |
5,0 |
4,5 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
73 |
11,0 |
9,5 |
9,5 |
9,0 |
8,0 |
7,5 |
7,0 |
6,5 |
6,0 |
6,0 |
5,5 |
5,5 |
5,0 |
4,5 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
76 |
10,5 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
6,0 |
6,0 |
6,0 |
6,0 |
5,5 |
5,5 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
83 |
9,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
6,0 |
6,0 |
6,0 |
6,0 |
6,5 |
5,5 |
5,0 |
5,0 |
5,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
89 |
8,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
6,0 |
6,0 |
6,0 |
6,0 |
5,0 |
5,0 |
4,0 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
102 |
- |
- |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
6,0 |
6,0 |
6,0 |
6,0 |
5,0 |
5,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
- |
- |
|
108 |
- |
- |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
6,0 |
6,0 |
6,0 |
6,0 |
5,0 |
5,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
- |
- |
- |
- |
- |
- |
- |
|
114 |
- |
- |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
6,0 |
6,0 |
6,0 |
6,0 |
5,0 |
5,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
4,0 |
3,5 |
- |
- |
- |
- |
- |
- |
|
121 |
- |
- |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
6,0 |
6,0 |
6,0 |
6,0 |
5,5 |
5,5 |
5,5 |
5,0 |
4,5 |
4,5 |
4,0 |
4,0 |
4,0 |
4,0 |
3,0 |
3,0 |
3,0 |
3,0 |
- |
- |
- |
|
133 |
- |
- |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
7,0 |
6,5 |
6,0 |
6,0 |
6,0 |
6,0 |
5,5 |
5,5 |
5,5 |
5,0 |
5,0 |
5,0 |
5,0 |
4,5 |
4,0 |
4,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
140 |
- |
- |
- |
- |
7,0 |
7,0 |
7,0 |
7,0 |
6,5 |
6,0 |
6,0 |
6,0 |
6,0 |
5,5 |
5,5 |
5,5 |
5,0 |
5,0 |
5,0 |
5,0 |
4,5 |
4,5 |
4,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
146 |
- |
- |
- |
- |
8,5 |
8,5 |
8,5 |
8,0 |
8,0 |
8,0 |
7,5 |
7,5 |
7,0 |
7,0 |
7,0 |
6,5 |
6,5 |
6,0 |
6,0 |
5,5 |
5,5 |
5,0 |
4,5 |
4,5 |
4,5 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
152 |
- |
- |
- |
- |
8,5 |
8,5 |
8,5 |
8,0 |
8,0 |
8,0 |
7,5 |
7,5 |
7,0 |
7,0 |
7,0 |
6,5 |
6,5 |
6,0 |
6,0 |
5,5 |
5,5 |
5,0 |
4,5 |
4,5 |
4,5 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
159 |
- |
- |
- |
- |
8,5 |
8,5 |
8,5 |
8,0 |
8,0 |
8,0 |
7,5 |
7,5 |
7,0 |
7,0 |
6,5 |
6,5 |
6,5 |
6,0 |
6,0 |
5,5 |
5,5 |
5,5 |
4,5 |
4,5 |
4,5 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
168 |
- |
- |
- |
- |
- |
- |
8,0 |
8,0 |
8,0 |
7,5 |
7,5 |
7,5 |
7,0 |
7,0 |
6,5 |
6,5 |
6,5 |
6,0 |
6,0 |
5,5 |
5,5 |
5,0 |
4,5 |
4,5 |
4,5 |
3,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
194 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
8,0 |
7,5 |
7,0 |
7,0 |
6,5 |
6,5 |
6,5 |
6,0 |
6,0 |
5,5 |
5,5 |
5,0 |
4,5 |
4,5 |
4,5 |
4,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
219 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
8,0 |
8,0 |
7,0 |
7,5 |
7,0 |
6,5 |
6,5 |
6,0 |
5,5 |
5,0 |
4,5 |
4,5 |
4,5 |
4,0 |
3,0 |
3,0 |
3,0 |
3,0 |
|
245 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
8,0 |
8,0 |
7,5 |
7,0 |
7,0 |
6,5 |
6,0 |
5,5 |
5,0 |
4,5 |
4,5 |
4,5 |
4,5 |
3,5 |
3,5 |
3,0 |
3,0 |
|
273 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
8,0 |
8,0 |
7,5 |
7,0 |
6,5 |
6,0 |
5,5 |
5,5 |
5,0 |
4,5 |
4,5 |
4,5 |
4,5 |
- |
- |
- |
- |
|
325 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
6,5 |
6,0 |
5,5 |
5,0 |
5,0 |
5,0 |
4,5 |
4,5 |
4,0 |
4,0 |
3,5 |
3,5 |
- |
- |
- |
- |
|
Примечание 1. 1-я группа толщин стенок соответствует размерам труб, находящимся слева от ломаной линии; 2-я группа - размерам труб, находящимся справа от этой линии. Примечание 2. Трубы диаметром менее 76 мм поставляют после проведения дополнительных исследований и получения разрешения ГП «НИТИ». |
||||||||||||||||||||||||||||||
(Измененная редакция. Изм. № 1)
Таблица 6 - Сортамент холодно- и теплодеформированных труб из высоколегированной стали
|
Наружный диаметр, мм |
Толщина стенки, мм |
|||||||||||||
|
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
8,0 |
11,0 |
12,0 |
|
|
10 |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
12 |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
16 |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
- |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
22 |
- |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
25 |
- |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
|
28 |
- |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
|
30 |
- |
- |
× |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
|
32 |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
|
36 |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
|
38 |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
|
40 |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
- |
- |
|
42 |
- |
- |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
× |
|
45 |
- |
- |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
|
48 |
- |
- |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
|
50 |
- |
- |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
× |
- |
|
53 |
- |
- |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
|
56 |
- |
- |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
|
57 |
- |
- |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
|
60 |
- |
- |
× |
× |
× |
× |
× |
- |
- |
- |
- |
- |
- |
- |
(Измененная редакция. Изм. № 1)
Таблица 7 - Теоретическая масса (кг) 1 м горячедеформированных труб из углеродистой и низколегированной стали
|
Наружный диаметр, мм |
Толщина стенки, мм |
|||||||||||||||
|
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
|
|
32 |
1,86 |
2,19 |
2,51 |
2,82 |
3,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
36 |
2,11 |
2,50 |
2,87 |
3,23 |
3,57 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
38 |
- |
2,65 |
3,04 |
3,43 |
3,80 |
4,16 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
- |
2,80 |
3,22 |
3,63 |
4,03 |
4,41 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
42 |
- |
2,95 |
3,40 |
3,83 |
4,25 |
4,66 |
5,06 |
5,44 |
5,81 |
6,16 |
6,51 |
6,84 |
7,46 |
8,03 |
8,54 |
- |
|
45 |
- |
- |
3,66 |
4,14 |
4,59 |
5,04 |
5,47 |
5,89 |
6,30 |
6,69 |
7,07 |
7,44 |
8,14 |
8,78 |
9,38 |
9,92 |
|
48 |
- |
- |
3,93 |
4,44 |
4,94 |
5,42 |
5,89 |
6,35 |
6,79 |
7,22 |
7,64 |
8,05 |
8,82 |
9,54 |
10,21 |
10,83 |
|
50 |
- |
- |
4,11 |
4,64 |
5,16 |
5,67 |
6,17 |
6,65 |
7,12 |
7,58 |
8,02 |
8,45 |
9,28 |
10,05 |
10,77 |
11,44 |
|
51 |
- |
- |
4,19 |
4,74 |
5,28 |
5,80 |
6,31 |
6,80 |
7,28 |
7,75 |
8,21 |
8,65 |
9,50 |
10,30 |
11,05 |
11,74 |
|
54 |
- |
- |
4,46 |
5,05 |
5,62 |
6,18 |
6,72 |
7,26 |
7,78 |
8,29 |
8,78 |
9,26 |
10,19 |
11,06 |
11,88 |
12,65 |
|
55 |
- |
- |
4,55 |
5,15 |
5,73 |
6,30 |
6,86 |
7,41 |
7,94 |
8,46 |
8,97 |
9,46 |
10,41 |
11,31 |
12,16 |
12,95 |
|
57 |
- |
- |
4,72 |
5,35 |
5,96 |
6,56 |
7,14 |
7,71 |
8,27 |
8,81 |
9,35 |
9,87 |
10,87 |
11,82 |
12,71 |
13,56 |
|
60 |
- |
- |
4,99 |
5,65 |
6,30 |
6,94 |
7,56 |
8,17 |
8,76 |
9,35 |
9,92 |
10,47 |
11,55 |
12,58 |
13,55 |
14,47 |
|
76 |
- |
- |
6,41 |
7,27 |
8,12 |
8,96 |
9,78 |
10,59 |
11,39 |
12,18 |
12,95 |
13,71 |
15,19 |
16,62 |
18,00 |
19,32 |
|
83 |
- |
- |
6,95 |
7,98 |
8,92 |
9,84 |
10,75 |
11,65 |
12,54 |
13,42 |
14,28 |
15,12 |
16,78 |
18,39 |
19,94 |
21,44 |
|
89 |
- |
- |
7,47 |
8,58 |
9,60 |
10,60 |
11,59 |
12,56 |
13,53 |
14,48 |
15,41 |
16,34 |
18,15 |
19,90 |
21,61 |
23,26 |
|
102 |
- |
- |
- |
- |
11,08 |
12,24 |
13,40 |
14,54 |
15,66 |
16,78 |
17,88 |
18,97 |
21,10 |
23,19 |
25,22 |
27,21 |
|
108 |
- |
- |
- |
- |
11,76 |
13,00 |
14,23 |
15,45 |
16,65 |
17,84 |
19,02 |
20,18 |
22,47 |
24,71 |
26,89 |
29,03 |
|
114 |
- |
- |
- |
- |
- |
14,40 |
15,76 |
17,11 |
18,44 |
19,76 |
21,06 |
22,35 |
24,89 |
27,37 |
29,79 |
32,16 |
|
121 |
- |
- |
- |
- |
- |
15,32 |
16,78 |
18,22 |
19,64 |
21,06 |
22,45 |
23,84 |
26,56 |
29,23 |
31,84 |
34,39 |
|
133 |
- |
- |
- |
- |
- |
16,92 |
18,53 |
20,13 |
21,71 |
23,28 |
24,84 |
26,38 |
29,42 |
32,41 |
35,34 |
38,20 |
|
140 |
- |
- |
- |
- |
- |
17,84 |
19,55 |
21,24 |
22,92 |
24,58 |
26,23 |
27,87 |
31,09 |
34,26 |
37,38 |
40,43 |
|
146 |
- |
- |
- |
- |
- |
- |
- |
22,20 |
23,95 |
25,70 |
27,42 |
29,14 |
32,52 |
35,85 |
39,13 |
42,34 |
|
152 |
- |
- |
- |
- |
- |
- |
- |
23,15 |
24,99 |
26,81 |
28,62 |
30,41 |
33,96 |
37,44 |
40,88 |
44,25 |
|
159 |
- |
- |
- |
- |
- |
- |
- |
24,26 |
26,19 |
28,11 |
30,01 |
31,90 |
35,63 |
39,30 |
42,92 |
46,48 |
|
168 |
- |
- |
- |
- |
- |
- |
- |
- |
27,74 |
29,78 |
31,80 |
33,80 |
37,77 |
41,69 |
45,54 |
49,34 |
|
194 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
34,60 |
36,97 |
39,32 |
43,98 |
48,58 |
53,12 |
57,61 |
|
219 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
41,94 |
44,62 |
49,94 |
55,21 |
60,41 |
65,56 |
|
245 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
56,14 |
62,10 |
67,99 |
73,83 |
|
273 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
62,91 |
69,52 |
76,16 |
82,74 |
|
299 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
76,41 |
83,74 |
91,01 |
|
325 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
99,41 |
|
351 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
377 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
426 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
465 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
530 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Продолжение таблицы 7
|
Наружный диаметр, мм |
Толщина стенки, мм |
|||||||||||||||
|
13,0 |
14,0 |
15,0 |
16,0 |
17,0 |
18,0 |
19,0 |
20,0 |
22,0 |
24,0 |
25,0 |
26,0 |
27,0 |
28,0 |
30,0 |
32,0 |
|
|
32 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
36 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
38 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
42 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
48 |
11,39 |
11,91 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
12,05 |
12,62 |
13,13 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
51 |
12,38 |
12,97 |
13,51 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
54 |
13,37 |
14,03 |
14,64 |
15,21 |
15,72 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
55 |
13,69 |
14,38 |
15,02 |
15,61 |
16,15 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
57 |
14,35 |
15,09 |
15,78 |
16,42 |
17,01 |
17,54 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
15,34 |
16,15 |
16,92 |
17,63 |
18,29 |
18,90 |
19,46 |
19,97 |
- |
- |
- |
- |
- |
- |
- |
- |
|
76 |
20,59 |
21,82 |
22,99 |
24,10 |
25,17 |
26,18 |
27,15 |
28,06 |
- |
- |
- |
- |
- |
- |
- |
- |
|
83 |
22,89 |
24,29 |
25,64 |
26,93 |
28,18 |
29,37 |
30,51 |
31,59 |
33,61 |
35,43 |
- |
- |
- |
- |
- |
- |
|
89 |
24,87 |
26,42 |
27,91 |
29,36 |
30,76 |
32,10 |
33,39 |
34,63 |
36,95 |
- |
- |
- |
- |
- |
- |
- |
|
102 |
29,14 |
31,02 |
32,84 |
34,62 |
36,34 |
38,01 |
39,68 |
41,20 |
44,18 |
- |
- |
- |
- |
- |
- |
- |
|
108 |
31,11 |
33,14 |
35,12 |
37,04 |
38,92 |
40,74 |
42,51 |
44,23 |
47,52 |
- |
- |
- |
- |
- |
- |
- |
|
114 |
34,47 |
36,72 |
38,92 |
41,06 |
43,14 |
45,16 |
47,13 |
49,04 |
52,69 |
56,12 |
57,74 |
59,31 |
- |
- |
- |
- |
|
121 |
36,88 |
39,32 |
41,70 |
44,08 |
46,29 |
48,50 |
50,66 |
52,75 |
56,78 |
60,57 |
62,38 |
64,13 |
65,83 |
67,47 |
- |
- |
|
133 |
41,02 |
43,77 |
46,47 |
49,12 |
51,70 |
54,23 |
56,70 |
59,12 |
63,77 |
68,20 |
70,33 |
72,40 |
74,42 |
76,38 |
80,12 |
83,64 |
|
140 |
43,43 |
46,37 |
49,26 |
52,08 |
54,86 |
57,57 |
60,23 |
62,83 |
67,86 |
72,66 |
74,97 |
77,23 |
79,43 |
81,58 |
85,69 |
89,58 |
|
146 |
45,50 |
48,60 |
51,64 |
54,63 |
57,56 |
60,48 |
63,25 |
66,01 |
71,36 |
76,47 |
78,95 |
81,36 |
83,72 |
86,03 |
90,46 |
94,67 |
|
152 |
47,57 |
50,83 |
54,08 |
57,18 |
60,26 |
63,30 |
66,27 |
69,19 |
74,85 |
80,29 |
82,92 |
85,50 |
88,02 |
90,48 |
95,24 |
99,76 |
|
159 |
49,98 |
53,42 |
56,81 |
60,14 |
63,42 |
66,64 |
69,80 |
72,90 |
78,94 |
84,74 |
87,56 |
90,32 |
93,03 |
95,68 |
100,80 |
105,70 |
|
168 |
53,08 |
56,76 |
60,39 |
63,96 |
67,48 |
70,98 |
74,33 |
77,67 |
84,19 |
90,47 |
93,53 |
96,53 |
99,47 |
102,36 |
107,96 |
113,33 |
|
194 |
62,04 |
66,41 |
70,73 |
74,99 |
79,19 |
83,34 |
87,43 |
91,46 |
99,35 |
107,01 |
110,76 |
114,45 |
118,08 |
121,66 |
128,64 |
135,39 |
|
219 |
70,66 |
75,69 |
80,67 |
85,59 |
90,46 |
95,27 |
100,02 |
104,71 |
113,93 |
122,92 |
127,33 |
131,68 |
135,97 |
140,21 |
148,52 |
156,60 |
|
245 |
79,62 |
85,34 |
91,01 |
96,62 |
102,18 |
107,67 |
113,11 |
118,50 |
129,09 |
139,46 |
144,56 |
149,60 |
154,59 |
159,51 |
169,20 |
178,65 |
|
273 |
89,27 |
95,73 |
102,14 |
108,50 |
114,79 |
121,03 |
127,32 |
133,34 |
145,42 |
157,28 |
163,28 |
168,90 |
174,87 |
180,30 |
191,46 |
202,40 |
|
299 |
98,23 |
105,38 |
112,48 |
119,53 |
126,51 |
133,44 |
140,31 |
147,13 |
160,59 |
173,82 |
180,35 |
186,82 |
193,50 |
199,60 |
212,14 |
224,46 |
|
325 |
107,19 |
115,03 |
122,82 |
130,55 |
138,28 |
145,85 |
153,41 |
160,91 |
175,75 |
190,36 |
197,58 |
204,74 |
212,14 |
218,89 |
232,82 |
246,52 |
|
351 |
117,44 |
126,07 |
134,63 |
143,14 |
151,59 |
159,98 |
168,32 |
174,70 |
190,91 |
206,90 |
214,81 |
222,61 |
230,77 |
238,19 |
253,49 |
268,57 |
|
377 |
126,50 |
135,83 |
145,09 |
154,30 |
168,45 |
172,54 |
181,57 |
188,48 |
206,08 |
223,44 |
232,13 |
240,58 |
249,40 |
257,49 |
274,17 |
290,63 |
|
426 |
- |
154,22 |
164,80 |
175,82 |
185,78 |
196,19 |
206,53 |
214,46 |
234,65 |
254,62 |
264,52 |
274,35 |
284,52 |
293,86 |
313,14 |
332,20 |
|
465 |
- |
- |
- |
192,06 |
203,56 |
215,02 |
226,41 |
235,14 |
257,40 |
279,43 |
290,36 |
301,24 |
312,10 |
322,81 |
344,15 |
365,28 |
|
530 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
344,10 |
- |
- |
371,55 |
- |
- |
Окончание таблицы 7
|
Наружный диаметр, мм |
Толщина стенки, мм |
||||||||||||||
|
34,0 |
36,0 |
38,0 |
40,0 |
42,0 |
45,0 |
48,0 |
50,0 |
56,0 |
60,0 |
65,0 |
70,0 |
75,0 |
80,0 |
90,0 |
|
|
32 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
36 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
38 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
42 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
48 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
51 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
54 |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
- |
- |
|
55 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
- |
|
57 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
76 |
- |
- |
- |
• |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
83 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
89 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
- |
|
102 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
108 |
- |
- |
- |
- |
- |
- |
- |
- |
, |
- |
- |
- |
- |
- |
- |
|
114 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
121 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
133 |
86,93 |
89,99 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
140 |
93,24 |
96,67 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
146 |
98,65 |
102,40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
152 |
104,06 |
108,13 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
159 |
110,37 |
114,81 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
168 |
118,49 |
123,40 |
128,08 |
132,55 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
194 |
141,91 |
148,21 |
154,28 |
160,12 |
165,73 |
173,72 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
219 |
164,45 |
172,07 |
179,46 |
186,63 |
193,56 |
203,54 |
213,01 |
219,03 |
- |
- |
- |
- |
- |
- |
- |
|
245 |
187,88 |
196,88 |
205,65 |
215,26 |
222,51 |
234,56 |
246,09 |
253,50 |
- |
- |
- |
- |
- |
- |
- |
|
273 |
213,12 |
223,60 |
233,86 |
243,89 |
253,69 |
267,96 |
281,72 |
290,61 |
315,91 |
331,60 |
- |
- |
- |
- |
- |
|
299 |
236,55 |
248,42 |
260,05 |
271,46 |
289,64 |
298,98 |
314,80 |
325,07 |
354,51 |
372,99 |
- |
- |
- |
- |
- |
|
325 |
259,99 |
273,23 |
286,24 |
299,03 |
311,58 |
329,99 |
347,89 |
359,54 |
393,10 |
414,34 |
- |
- |
- |
- |
- |
|
351 |
283,42 |
298,04 |
312,43 |
326,60 |
340,53 |
361,01 |
380,97 |
395,99 |
431,70 |
455,70 |
- |
- |
- |
- |
- |
|
377 |
306,86 |
322,85 |
338,62 |
354,17 |
369,18 |
392,08 |
414,06 |
428,46 |
470,30 |
497,05 |
- |
560,80 |
- |
- |
- |
|
426 |
351,02 |
369,62 |
387,98 |
406,12 |
424,04 |
450,48 |
476,41 |
498,41 |
543,04 |
574,99 |
- |
- |
- |
722,20 |
786,80 |
|
465 |
366,17 |
406,84 |
427,27 |
447,48 |
- |
- |
- |
- |
601,79 |
- |
681,87 |
- |
765,40 |
803,77 |
- |
|
530 |
- |
- |
- |
517,11 |
- |
- |
- |
- |
- |
- |
793,94 |
- |
- |
- |
- |
Таблица 8 - Теоретическая масса (кг) 1 м холодно- и теплодеформированных труб из углеродистой и низколегированной стали
|
Наружный диаметр, мм |
Толщина стенки мм |
|||||||||||||||||
|
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
9,0 |
10,0 |
11,0 |
12,0 |
13,0 |
|
|
10 |
0,395 |
0,462 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
12 |
0,493 |
0,586 |
0,666 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
16 |
0,691 |
0,832 |
0,962 |
1,08 |
1,18 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
0,888 |
1,08 |
1,26 |
1,42 |
1,58 |
1,72 |
1,85 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
22 |
0,986 |
1,20 |
1,41 |
1,60 |
1,77 |
1,94 |
2,10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
25 |
1,13 |
1,39 |
1,63 |
1,86 |
2,07 |
2,28 |
2,47 |
2,64 |
2,81 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
28 |
1,28 |
1,57 |
1,85 |
2,11 |
2,37 |
2,61 |
2,84 |
3,05 |
3,26 |
3,45 |
3,63 |
3,79 |
3,94 |
- |
- |
- |
- |
- |
|
30 |
1,38 |
1,70 |
2,00 |
2,29 |
2,56 |
2,83 |
3,03 |
3,32 |
3,55 |
3,77 |
3,97 |
4,16 |
4,34 |
- |
- |
- |
- |
- |
|
32 |
1,48 |
1,76 |
2,15 |
2,46 |
2,76 |
3,05 |
3,33 |
3,59 |
3,85 |
4,09 |
4,32 |
4,53 |
4,74 |
- |
- |
- |
- |
- |
|
36 |
1,68 |
2,07 |
2,44 |
2,81 |
3,16 |
3,50 |
3,82 |
4,14 |
4,44 |
4,73 |
5,01 |
5,27 |
5,52 |
- |
- |
- |
- |
- |
|
38 |
1,78 |
2,19 |
2,59 |
2,98 |
3,35 |
3,72 |
4,07 |
4,41 |
4,74 |
5,05 |
5,35 |
5,64 |
5,92 |
6,44 |
- |
- |
- |
- |
|
40 |
- |
2,31 |
2,74 |
3,15 |
3,55 |
3,94 |
4,32 |
4,68 |
5,03 |
5,37 |
5,70 |
6,01 |
6,31 |
6,88 |
7,40 |
7,87 |
- |
- |
|
42 |
- |
2,44 |
2,89 |
3,32 |
3,75 |
4,16 |
4,56 |
4,95 |
5,33 |
5,69 |
6,04 |
6,38 |
6,71 |
7,32 |
7,89 |
8,41 |
8,88 |
- |
|
45 |
- |
2,62 |
3,11 |
3,58 |
4,04 |
4,49 |
4,93 |
5,36 |
5,77 |
6,17 |
6,56 |
6,94 |
7,30 |
7,99 |
8,63 |
9,22 |
- |
- |
|
48 |
- |
2,81 |
3,33 |
3,84 |
4,34 |
4,83 |
5,30 |
5,76 |
6,21 |
6,65 |
7,08 |
7,49 |
7,89 |
8,66 |
9,37 |
10,00 |
- |
- |
|
50 |
- |
2,93 |
3,48 |
4,01 |
4,54 |
5,05 |
5,55 |
6,04 |
6,51 |
6,97 |
7,42 |
7,86 |
8,29 |
9,10 |
9,86 |
10,59 |
- |
- |
|
51 |
- |
2,99 |
3,55 |
4,10 |
4,64 |
5,16 |
5,67 |
6,17 |
6,66 |
7,13 |
7,60 |
8,05 |
8,48 |
9,32 |
10,11 |
10,85 |
11,54 |
- |
|
54 |
- |
3,18 |
3,77 |
4,36 |
4,93 |
5,49 |
6,04 |
6,58 |
7,10 |
7,61 |
8,11 |
8,60 |
9,08 |
9,99 |
10,85 |
11,67 |
12,43 |
- |
|
55 |
- |
3,24 |
3,85 |
4,44 |
5,03 |
5,60 |
6,16 |
6,71 |
7,25 |
7,77 |
8,28 |
8,78 |
9,27 |
10,21 |
11,10 |
11,93 |
12,72 |
- |
|
57 |
- |
3,36 |
4,00 |
4,62 |
5,23 |
5,83 |
6,41 |
6,99 |
7,55 |
8,10 |
8,63 |
9,16 |
9,67 |
10,65 |
11,59 |
12,48 |
13,32 |
- |
|
60 |
- |
- |
4,22 |
4,88 |
5,52 |
6,16 |
6,78 |
7,39 |
7,99 |
8,58 |
9,15 |
9,71 |
10,26 |
11,32 |
12,33 |
13,29 |
14,21 |
- |
|
63 |
- |
- |
4,44 |
5,13 |
5,81 |
6,49 |
7,14 |
7,77 |
8,41 |
9,04 |
9,57 |
10,23 |
10,81 |
11,96 |
13,05 |
14,07 |
15,09 |
- |
|
70 |
- |
- |
4,96 |
5,74 |
6,51 |
7,27 |
8,01 |
8,75 |
9,47 |
10,18 |
10,88 |
11,56 |
12,23 |
13,54 |
14,80 |
16,01 |
17,16 |
18,27 |
|
76 |
- |
- |
- |
- |
7,10 |
7,93 |
8,75 |
9,56 |
10,36 |
11,14 |
11,91 |
12,67 |
13,42 |
14,87 |
16,28 |
17,63 |
18,94 |
20,20 |
|
83 |
- |
- |
- |
- |
7,79 |
8,71 |
9,62 |
10,51 |
11,39 |
12,26 |
13,12 |
13,96 |
14,80 |
16,42 |
18,00 |
19,53 |
21,01 |
22,44 |
|
89 |
- |
- |
- |
- |
8,38 |
9,38 |
10,36 |
11,33 |
12,28 |
13,22 |
14,16 |
15,07 |
15,98 |
17,76 |
19,48 |
21,16 |
22,79 |
24,36 |
|
102 |
- |
- |
- |
- |
- |
10,82 |
11,96 |
12,09 |
14,21 |
15,31 |
16,40 |
17,48 |
18,55 |
20,64 |
22,69 |
24,69 |
26,63 |
28,53 |
|
108 |
- |
- |
- |
- |
- |
11,49 |
12,70 |
13,90 |
15,09 |
16,27 |
17,44 |
18,59 |
19,73 |
21,97 |
24,17 |
26,31 |
28,41 |
30,45 |
Таблица 9 - Теоретическая масса (кг) 1 м горячедеформированных труб из высоколегированной стали
|
Наружный диаметр, мм |
Толщина стенки, мм |
|||||||||||||||
|
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
7,5 |
8,0 |
8,5 |
9,0 |
9,5 |
10,0 |
11,0 |
12,0 |
13,0 |
|
|
42 |
3,81 |
4,23 |
4,64 |
5,03 |
5,41 |
5,78 |
6,14 |
6,48 |
6,81 |
7,13 |
7,43 |
7,73 |
8,01 |
8,53 |
- |
- |
|
45 |
4,12 |
4,57 |
5,02 |
5,45 |
5,87 |
6,27 |
6,67 |
7,05 |
7,41 |
7,77 |
8,11 |
8,44 |
8,76 |
9,36 |
9,90 |
- |
|
48 |
4,42 |
4,91 |
5,39 |
5,86 |
6,32 |
6,76 |
7,19 |
7,61 |
8,02 |
8,41 |
8,79 |
9,16 |
9,51 |
10,18 |
10,80 |
11,37 |
|
50 |
4,62 |
5,14 |
5,64 |
6,14 |
6,62 |
7,09 |
7,54 |
7,99 |
8,42 |
8,84 |
9,24 |
9,64 |
10,02 |
10,74 |
11,41 |
12,03 |
|
51 |
4,77 |
5,31 |
5,83 |
6,34 |
6,84 |
7,33 |
7,80 |
8,26 |
8,71 |
9,14 |
9,56 |
9,97 |
10,36 |
11,11 |
11,81 |
12,45 |
|
53 |
4,98 |
5,54 |
6,09 |
6,62 |
7,15 |
7,66 |
8,16 |
8,64 |
9,11 |
9,57 |
10,02 |
10,45 |
10,87 |
11,67 |
12,42 |
13,11 |
|
54 |
5,08 |
5,65 |
6,21 |
6,76 |
7,30 |
7,82 |
8,33 |
8,83 |
9,32 |
9,79 |
10,25 |
10,69 |
11,12 |
11,95 |
12,72 |
13,45 |
|
57 |
5,38 |
5,99 |
6,60 |
7,18 |
7,76 |
8,32 |
8,87 |
9,40 |
9,93 |
10,44 |
10,93 |
11,42 |
11,89 |
12,79 |
13,64 |
14,44 |
|
60 |
5,69 |
6,34 |
6,98 |
7,60 |
8,22 |
8,82 |
9,40 |
9,98 |
10,54 |
11,08 |
11,62 |
12,14 |
12,65 |
13,63 |
14,55 |
15,43 |
|
68 |
6,50 |
7,25 |
7,99 |
8,72 |
9,44 |
10,14 |
10,83 |
11,50 |
12,16 |
12,81 |
13,45 |
14,07 |
14,68 |
15,87 |
17,00 |
18,07 |
|
73 |
7,01 |
7,83 |
8,63 |
9,42 |
10,20 |
10,96 |
11,72 |
12,46 |
13,18 |
13,89 |
14,59 |
15,28 |
15,96 |
17,26 |
18,52 |
19,73 |
|
76 |
7,32 |
8,17 |
9,01 |
9,84 |
10,66 |
11,46 |
12,25 |
13,03 |
13,79 |
14,54 |
15,28 |
16,01 |
16,72 |
18,10 |
19,44 |
20,72 |
|
83 |
8,03 |
8,97 |
9,90 |
10,82 |
11,72 |
12,62 |
13,50 |
14,36 |
15,22 |
16,06 |
16,88 |
17,70 |
18,50 |
20,06 |
21,57 |
23,03 |
|
89 |
8,64 |
9,66 |
10,66 |
11,66 |
12,64 |
13,61 |
14,56 |
15,51 |
16,44 |
17,35 |
18,26 |
19,15 |
20,02 |
21,74 |
23,40 |
25,01 |
|
102 |
- |
- |
12,32 |
13,48 |
14,62 |
15,76 |
16,88 |
17,99 |
19,08 |
20,16 |
21,23 |
22,29 |
23,33 |
25,38 |
27,37 |
29,31 |
|
108 |
- |
- |
13,08 |
14,32 |
15,54 |
16,75 |
17,95 |
19,13 |
20,30 |
21,46 |
22,60 |
23,74 |
24,85 |
27,05 |
29,20 |
31,29 |
|
114 |
- |
- |
14,48 |
15,85 |
17,21 |
18,55 |
19,88 |
21,19 |
22,49 |
23,77 |
25,04 |
26,29 |
27,53 |
29,97 |
32,35 |
34,68 |
|
121 |
- |
- |
15,42 |
16,88 |
18,33 |
19,76 |
21,18 |
22,59 |
23,98 |
25,36 |
26,72 |
28,07 |
29,40 |
32,02 |
34,59 |
37,10 |
|
133 |
- |
- |
17,02 |
18,64 |
20,25 |
21,84 |
23,42 |
24,99 |
26,54 |
28,08 |
29,60 |
31,11 |
32,60 |
35,54 |
38,43 |
41,26 |
|
140 |
- |
- |
- |
- |
21,37 |
23,06 |
24,73 |
26,39 |
28,03 |
29,66 |
31,28 |
32,88 |
34,47 |
37,60 |
40,67 |
43,69 |
|
145 |
- |
- |
- |
- |
22,17 |
23,92 |
25,66 |
27,39 |
29,10 |
30,80 |
32,48 |
34,15 |
35,80 |
39,06 |
42,27 |
45,42 |
|
152 |
- |
- |
- |
- |
23,29 |
25,14 |
26,97 |
28,79 |
30,59 |
32,38 |
34,16 |
35,92 |
37,67 |
41,12 |
44,51 |
47,85 |
|
159 |
- |
- |
- |
- |
24,41 |
26,35 |
28,28 |
30,19 |
32,09 |
33,97 |
35,84 |
37,69 |
39,53 |
43,17 |
46,75 |
50,28 |
|
168 |
- |
- |
- |
- |
- |
- |
29,96 |
31,99 |
34,01 |
36,01 |
38,00 |
39,97 |
41,93 |
45,81 |
49,63 |
53,40 |
|
194 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
44,24 |
46,56 |
48,87 |
53,44 |
57,95 |
62,41 |
|
219 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
55,53 |
60,77 |
65,95 |
71,08 |
|
245 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
68,40 |
74,27 |
80,09 |
|
273 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
76,71 |
83,34 |
89,91 |
|
325 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
100,00 |
107,96 |
(Измененная редакция. Изм. № 1)
Окончание таблицы 9
|
Наружный диаметр, мм |
Толщина стенки, мм |
|||||||||||||
|
14,0 |
15,0 |
16,0 |
17,0 |
18,0 |
19,0 |
20,0 |
21,0 |
24,0 |
25,0 |
26,0 |
28,0 |
30,0 |
32,0 |
|
|
42 |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
- |
- |
|
45 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
48 |
11,89 |
12,36 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
12,60 |
13,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
51 |
13,05 |
13,59 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
53 |
13,76 |
14,35 |
14,89 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
54 |
14,11 |
14,73 |
15,30 |
15,81 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
57 |
15,18 |
15,88 |
16,52 |
17,11 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
16,25 |
17,02 |
17,74 |
18,40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
68 |
19,10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
73 |
20,88 |
21,98 |
23,03 |
24,02 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
76 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
83 |
24,44 |
25,79 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
89 |
26,57 |
28,08 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
102 |
31,20 |
33,04 |
34,82 |
36,56 |
38,24 |
39,87 |
41,45 |
- |
- |
- |
- |
- |
- |
- |
|
108 |
33,34 |
35,33 |
37,27 |
39,15 |
40,98 |
42,77 |
44,50 |
- |
- |
- |
- |
- |
- |
- |
|
114 |
36,94 |
39,15 |
41,30 |
43,40 |
45,43 |
47,41 |
49,33 |
51,20 |
- |
- |
- |
- |
- |
- |
|
121 |
39,55 |
41,95 |
44,29 |
46,57 |
48,79 |
50,96 |
53,07 |
55,12 |
60,93 |
62,75 |
64,51 |
- |
- |
- |
|
133 |
44,03 |
46,75 |
49,41 |
52,01 |
54,55 |
57,04 |
59,47 |
61,84 |
68,61 |
70,75 |
72,83 |
76,83 |
80,60 |
84,14 |
|
140 |
46,65 |
49,55 |
52,39 |
55,18 |
57,91 |
60,58 |
63,20 |
65,76 |
73,09 |
75,42 |
77,69 |
82,06 |
86,20 |
90,11 |
|
146 |
48,89 |
51,95 |
54,95 |
57,90 |
60,79 |
63,62 |
66,40 |
69,12 |
76,93 |
79,42 |
81,85 |
86,54 |
91,00 |
95,23 |
|
152 |
51,13 |
54,35 |
57,51 |
60,62 |
63,67 |
66,66 |
69,60 |
72,48 |
80,77 |
83,42 |
86,01 |
91,02 |
95,80 |
100,35 |
|
159 |
53,74 |
57,15 |
60,50 |
63,80 |
67,03 |
70,21 |
73,33 |
76,40 |
85,25 |
88,08 |
90,86 |
96,25 |
101,40 |
106,33 |
|
168 |
57,10 |
60,75 |
64,34 |
67,88 |
71,35 |
74,77 |
78,13 |
81,44 |
91,01 |
94,08 |
97,10 |
102,97 |
108,60 |
114,00 |
|
194 |
66,81 |
71,15 |
75,43 |
79,66 |
83,83 |
87,94 |
92,00 |
96,00 |
107,65 |
111,42 |
115,13 |
122,38 |
129,40 |
136,19 |
|
219 |
76,14 |
81,15 |
86,10 |
91,00 |
95,83 |
100,61 |
105,33 |
110,00 |
123,65 |
128,08 |
132,46 |
141,04 |
149,40 |
157,52 |
|
245 |
85,85 |
91,55 |
97,19 |
102,78 |
108,31 |
113,78 |
119,20 |
124,56 |
140,29 |
145,42 |
150,49 |
160,46 |
170,20 |
179,71 |
|
273 |
96,43 |
102,89 |
109,29 |
115,63 |
121,92 |
128,14 |
134,31 |
140,43 |
158,43 |
164,31 |
- |
- |
- |
- |
|
325 |
115,87 |
123,71 |
131,50 |
139,23 |
146,91 |
154,52 |
162,08 |
169,58 |
191,75 |
199,02 |
- |
- |
- |
- |
(Измененная редакция. Изм. № 1)
Таблица 10 - Теоретическая масса (кг) 1 м холодно- и теплодеформированных труб из высоколегированной стали
|
Наружный диаметр, мм |
Толщина стенки, мм |
|||||||||||||
|
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
6,0 |
6,5 |
7,0 |
8,0 |
11,0 |
12,0 |
|
|
10 |
0,40 |
0,47 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
12 |
0,50 |
0,59 |
0,67 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
16 |
0,70 |
0,84 |
0,97 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
20 |
- |
1,09 |
1,27 |
1,44 |
1,60 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
22 |
- |
1,22 |
1,42 |
1,62 |
1,80 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
25 |
- |
1,40 |
1,65 |
1,88 |
2,10 |
2,30 |
2,50 |
- |
- |
- |
- |
- |
- |
- |
|
28 |
- |
1,59 |
1,87 |
2,14 |
2,40 |
2,64 |
2,87 |
- |
- |
- |
- |
- |
- |
- |
|
30 |
- |
- |
2,02 |
2,32 |
2,60 |
2,87 |
3,12 |
3,36 |
- |
- |
- |
- |
- |
- |
|
32 |
- |
- |
2,17 |
2,49 |
2,80 |
3,09 |
3,37 |
3,64 |
3,90 |
4,14 |
4,37 |
4,79 |
- |
- |
|
36 |
- |
- |
2,47 |
2,84 |
3,20 |
3,54 |
3,87 |
4,19 |
4,49 |
4,79 |
5,07 |
5,59 |
- |
- |
|
38 |
- |
- |
2,62 |
3,02 |
3,40 |
3,76 |
4,12 |
4,46 |
4,79 |
5,11 |
5,42 |
5,99 |
- |
- |
|
40 |
- |
- |
2,74 |
3,19 |
3,60 |
3,99 |
4,37 |
4,74 |
5,09 |
5,44 |
5,77 |
6,39 |
- |
- |
|
42 |
- |
- |
2,89 |
3,36 |
3,80 |
4,21 |
4,62 |
5,01 |
5,39 |
5,76 |
6,12 |
6,79 |
8,46 |
8,93 |
|
45 |
- |
- |
3,15 |
3,63 |
4,10 |
4,55 |
4,99 |
- |
- |
- |
- |
- |
- |
- |
|
48 |
- |
- |
3,37 |
3,89 |
4,39 |
4,89 |
5,37 |
- |
- |
- |
- |
- |
- |
- |
|
50 |
- |
- |
3,52 |
4,06 |
4,59 |
5,11 |
5,62 |
- |
- |
- |
- |
- |
10,64 |
- |
|
53 |
- |
- |
3,74 |
4,33 |
4,89 |
5,45 |
5,99 |
- |
- |
- |
- |
- |
- |
- |
|
56 |
- |
- |
3,97 |
4,59 |
5,19 |
5,79 |
6,37 |
- |
- |
- |
- |
- |
- |
- |
|
57 |
- |
- |
4,04 |
4,68 |
5,29 |
5,90 |
6,49 |
- |
- |
- |
- |
- |
- |
- |
|
60 |
- |
- |
4,27 |
4,94 |
5,59 |
6,24 |
6,87 |
- |
- |
- |
- |
- |
- |
- |
(Измененная редакция. Изм. № 1)
5.4.5 В каждой партии труб немерной длины диаметром 108 мм и более допускается поставка не более 10 % (по массе) труб, длина которых на 1 м короче минимальной длины, указанной в 5.4.4.1, но не короче 2,5 м.
В каждой партии труб немерной длины диаметром менее 108 мм допускается поставка не более 5 % (по массе) труб, длина которых на 1 м короче минимальной длины, указанной в 5.4.4.1, но не короче 2,5 м.
5.4.6 Предельные отклонения по длине мерных труб не должны превышать:
|
а) для труб диаметром 108 мм и более |
+50 мм |
|
|
0 мм; |
|
б) для труб диаметром менее 108 мм: |
|
|
- длиной до 9 м включ. |
+15мм |
|
|
0 мм; |
|
- длиной свыше 9 м до 12 м включ. |
+35 мм |
|
|
0 мм. |
Допускается по согласованию изготовителя с потребителем поставка труб диаметром менее 108 мм с предельными отклонениями по длине:
|
+50 мм |
|
|
|
0 мм. |
Для труб длиной свыше 12 м предельные отклонения по длине устанавливают по согласованию изготовителя с потребителем.
5.4.7 В соответствии с заказом трубы поставляют обычной либо повышенной точности изготовления. Предельные отклонения по наружному диаметру и толщине стенки труб обычной и повышенной точности изготовления должны соответствовать указанным в таблице 11.
В случае если в заказе не оговорена точность изготовления, трубы поставляют обычной точности.
Для труб из углеродистой и низколегированной стали, заказанных по внутреннему диаметру, предельные отклонения по внутреннему диаметру не должны превышать соответствующих предельных отклонений по наружному диаметру, указанных в таблице 11.
Для труб из высоколегированной стали, заказанных по внутреннему диаметру, предельные отклонения по внутреннему диаметру устанавливают по согласованию изготовителя с потребителем.
Дополнительное требование 3. Поставка труб с комбинированными предельными отклонениями (по наружному диаметру - повышенной точности, по толщине стенки -обычной точности; по наружному диаметру - обычной точности, по толщине стенки - повышенной точности), с более жесткими предельными отклонениями либо с другим соотношением плюсового и минусового отклонений в пределах поля допусков.
5.4.8 Овальность и разностенность труб не должны выводить размеры труб за допустимые предельные отклонения по наружному диаметру и толщине стенки.
5.4.9 Кривизна холодно- и теплодеформированных труб на любом участке длиной 1 м не должна превышать 1,5 мм.
Кривизна горячедеформированных труб на любом участке длиной 1 м не должна превышать:
- с толщиной стенки до 20 мм включ. - 1,5 мм;
- с толщиной стенки свыше 20 м до 30 мм включ. - 2,0 мм;
- с толщиной стенки свыше 30 мм - 4,0 мм.
Общая кривизна (стрела прогиба) труб диаметром менее 245 мм не должна превышать 0,0015 длины трубы, труб диаметром 245 мм и более - 15 мм.
5.4.10 Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев.
Допускается обрезка концов труб диаметром 114 мм и более из углеродистой и низколегированной стали плазменной резкой либо на пилах горячей резки, труб диаметром 245 мм и более с толщиной стенки свыше 20 мм - плазменной резкой, на пилах горячей резки либо автогенной резкой. Концы труб должны быть зачищены от наплывов и заусенцев, не допускается наличие оплавленного металла, шлака, цветов побежалости.
Таблица 11 - Предельные отклонения размеров
|
Способ изготовления и размер труб, мм |
Предельные отклонения для труб при точности изготовления |
||
|
обычной |
повышенной |
||
|
по наружному диаметру |
|||
|
а) холодно- и теплодеформированные трубы из стали всех марок, кроме 12Х18Н12Т: |
|
||
|
- диаметром до 30 включ. |
±0,3 мм |
||
|
- диаметром свыше 30 до 50 включ. |
±0,4 мм |
||
|
- диаметром свыше 50 до 108 включ. |
±0,8 % |
||
|
- диаметром свыше 108 (по сортаменту горячедеформированных) |
±0,9 % |
||
|
б) холодно- и теплодеформированные трубы из стали 12Х18Н12Т: |
|
||
|
- диаметром до 42 включ. |
±0,25 мм |
||
|
- диаметром свыше 42 до 60 включ. |
±0,70 % |
||
|
в) горячедеформированные трубы из стали всех марок: |
|
||
|
- диаметром до 50 включ. |
±0,5 мм |
±0,4 мм |
|
|
- диаметром свыше 50 до 108 включ. |
±1,0 % |
±0,75 % (но не менее 0,5 мм) |
|
|
- диаметром свыше 108 до 245 включ. |
±1,0 % |
±0,9 % |
|
|
- диаметром свыше 245 до 325 включ. |
+1,25 % |
±0,9 % |
|
|
-1,0 % |
|||
|
- диаметром свыше 325 |
+1,25 % |
±1,0 % |
|
|
-1,0 % |
|||
|
по толщине стенки |
|||
|
а) холодно- и теплодеформированные трубы из стали всех марок, кроме 12Х18Н12Т |
±10,0 % |
||
|
б) холодно- и теплодеформированные трубы из стали 12Х18Н12Т: |
|
||
|
- с толщиной стенки от 2 до 4 включ. |
±10,0 % |
||
|
- с толщиной стенки свыше 4 |
±8,0 % |
||
|
в) горячедеформированные трубы из стали всех марок: |
|
||
|
- диаметром до 50 включ. |
+15,0% |
+12,5 % |
|
|
-10,0 % |
-10,0 % |
||
|
- диаметром свыше 50 до 108 включ.: |
|
||
|
- с толщиной стенки до 7 включ. |
+15,0 % |
||
|
-10,0 % |
|||
|
- с толщиной стенки свыше 7 до 14 включ. |
+15,0 % |
+12,5 % |
|
|
-10,0 % |
-10,0 % |
||
|
- с толщиной стенки свыше 14 |
+15,0 % |
±10,0 % |
|
|
-10,0 % |
|||
|
- диаметром от 114 до 325 включ.: |
|
||
|
-1 группа толщин стенок |
+20,0 % |
||
|
-5,0 % |
|||
|
- 2 группа толщин стенок |
+20,0 % |
+15,0 % |
|
|
-5,0 % |
-5,0 % |
||
|
- диаметром свыше 325: |
|
||
|
-1 группа толщин стенок |
+20,0 % |
||
|
-5,0 % |
|||
|
- 2 группа толщин стенок |
+20,0 % |
+17,5 % |
|
|
-5,0 % |
-5,0 % |
||
|
- диаметром от 377 до 530 включ. с толщинами стенок от 25 до 90 включ. (по таблице 2) |
+20,0 % |
||
|
-5,0 % |
|||
|
Примечание. 1 группа толщин стенок соответствует размерам труб, находящимся слева от ломаных линий таблиц 1, 3, 5; 2 группа - справа от этих линий. |
|||
При автогенной и плазменной резке припуск по длине трубы должен быть не менее 20 мм на каждый рез. Масса труб при поставке в этом случае определяется без учета припусков.
Дополнительное требование 4. Поставка труб с фаской. Требования к фаске оговаривают в заказе.
5.5 Химический состав
5.5.1 Трубы изготавливают из стали марок 20, 20-ПВ, 15ГС, 15ХМ, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 12Х2МФСР, 12Х11В2МФ, 12Х18Н12Т.
Химический состав стали по ковшевой пробе должен соответствовать нормам таблицы 12.
5.5.1.1 В стали марки 15ХМ допускается отклонение от норм таблицы 12 по массовой доле углерода на минус 0,02 %.
5.5.1.2 (Исключен. Изм. № 1)
5.5.1.3 В стали марок 20-ПВ и 12Х1МФ-ПВ суммарная массовая доля серы и фосфора должна быть не более 0,029 %.
5.5.1.4 В стали марки 15Х1М1Ф, выплавленной в электрических печах, массовая доля углерода должна быть в пределах от 0,11 % до 0,16 %, массовая доля марганца - в пределах от 0,6 % до 0,9 %.
5.5.1.5 В стали марок 12Х11В2МФ и 12Х18Н12Т массовая доля остаточных элементов должна соответствовать требованиям ГОСТ 5632, в стали марки 12Х11В2МФ - массовая доля остаточного титана не должна превышать 0,05 %.
5.5.1.6 Наличие в металле редкоземельных элементов, введенных в качестве технологических добавок, не является браковочным признаком.
5.5.2 В металле труб допускаются отклонения по химическому составу в соответствии с таблицей 13.
Дополнительное требование 5. Контроль химического состава металла труб. Химический состав металла труб должен соответствовать нормам таблицы 12 с учетом требований таблицы 13.
Таблица 12 - Химический состав стали по ковшевой пробе
|
Марка стали |
Массовая доля элементов, % |
|||||||||||||
|
углерод |
кремний |
марганец |
хром |
никель |
молибден |
вольфрам |
ванадий |
титан |
бор |
алюминий |
медь |
сера |
фосфор |
|
|
не более |
||||||||||||||
|
20 |
0,17 - 0,24 |
0,17 - 0,37 |
0,35 - 0,65 |
не более 0,25 |
не более 0,25 |
- |
- |
- |
- |
- |
- |
0,30 |
0,025 |
0,030 |
|
20-ПВ |
0,18 - 0,24 |
0,17 - 0,37 |
0,35 - 0,65 |
не более 0,15 |
не более 0,15 |
- |
- |
0,002 - 0,100 |
- |
- |
0,002 - 0,009 |
0,15 |
0,015 |
0,015 |
|
15ГС |
0,12 - 0,18 |
0,70 - 1,00 |
0,90 - 1,30 |
не более 0,30 |
не более 0,30 |
- |
- |
- |
- |
- |
- |
0,30 |
0,025 |
0,035 |
|
15ХМ |
0,10 - 0,15 |
0,17 - 0,37 |
0,40 - 0,70 |
0,80 - 1,10 |
не более 0,25 |
0,40 - 0,55 |
- |
- |
- |
- |
- |
0,20 |
0,025 |
0,035 |
|
12Х1МФ |
0,10 - 0,15 |
0,17 - 0,37 |
0,40 - 0,70 |
0,90 - 1,20 |
не более 0,25 |
0,25 - 0,35 |
- |
0,15 - 0,30 |
- |
- |
- |
0,20 |
0,025 |
0,025 |
|
12Х1МФ-ПВ |
0,11 - 0,15 |
0,17 - 0,37 |
0,40 - 0,70 |
0,90 - 1,20 |
не более 0,15 |
0,25 - 0,35 |
- |
0,15 - 0,30 |
- |
- |
0,002 - 0,009 |
0,15 |
0,015 |
0,015 |
|
15Х1М1Ф |
0,10 - 0,15 |
0,17 - 0,37 |
0,40 - 0,70 |
1,10 - 1,40 |
не более 0,25 |
0,90 - 1,10 |
- |
0,20 - 0,35 |
- |
- |
- |
0,25 |
0,025 |
0,025 |
|
12Х2МФСР |
0,08 - 0,15 |
0,40 - 0,70 |
0,40 - 0,70 |
1,60 - 1,90 |
не более 0,25 |
0,50 - 0,70 |
- |
0,20 - 0,35 |
- |
0,002 - 0,005 |
- |
0,25 |
0,025 |
0,025 |
|
12Х11В2МФ |
0,09 - 0,14 |
не более 0,50 |
0,50 - 0,80 |
10,00 - 12,00 |
не более 0,60 |
0,60 - 0,90 |
1,70 - 2,20 |
0,15 - 0,30 |
- |
- |
- |
0,30 |
0,025 |
0,025 |
|
12Х18Н12Т |
не более 0,12 |
не более 0,80 |
1,00 - 2,00 |
17,00 - 19,00 |
11,00 - 13,00 |
- |
- |
- |
5С - 0,70 |
- |
- |
0,30 |
0,020 |
0,035 |
Таблица 13 - Допустимые предельные отклонения от норм химического состава в металле труб
|
Наименование элементов |
Максимально допустимая массовая доля элементов, % |
Допустимые предельные отклонения по массовой доле элементов, % |
|
углерод |
до 0,24 включ. |
±0,01 |
|
кремний |
до 1,00 включ. |
±0,03 |
|
марганец |
до 2,00 включ. |
±0,02 |
|
хром |
до 1,00 |
±0,05 |
|
от 1,00 до 10,00 включ. |
±0,10 |
|
|
свыше 10,00 до 15,00 включ. |
±0,15 |
|
|
свыше 15,00 |
±0,20 |
|
|
молибден |
до 1,00 |
±0,02 |
|
1,00 и более |
±0,05 |
|
|
вольфрам |
до 2,20 включ. |
±0,05 |
|
титан |
до 0,70 включ. |
±0,05 |
|
ванадий |
до 0,35 включ. |
±0,02 |
|
никель |
до 13,00 включ. |
±0,15 |
|
(для стали легированной никелем) |
||
|
Примечание. Для стали марок 20 и 20-ПВ нормы таблицы относятся к предельным отклонениям по углероду, для стали марки 12X18Н12Т - по марганцу, хрому, никелю и титану. |
||
5.6 Термическая обработка
5.6.1 Трубы поставляют после термической обработки по режимам, приведенным в таблице 14.
Режимы термической обработки труб могут быть изменены по согласованию с ГП «НИТИ».
Таблица 14 - Режимы термической обработки труб
|
Режим термической обработки |
Примечания |
|
|
1 |
2 |
3 |
|
20, 20-ПВ |
Нормализация при температуре (920 - 990) °С |
1. В случае применения скоростного нагрева разрешается повышать температуру нормализации до 1050 °С. |
|
2. После нормализации разрешается применять высокотемпературный отпуск. |
||
|
3. Горячедеформированные трубы (кроме изготовленных из недеформированной непрерывнолитой заготовки) разрешается нормализовать с деформационного нагрева, при этом температура конца деформации должна находиться в интервале температур нормализации. |
||
|
4. Для горячедеформированных труб с толщиной стенки 15 мм и более в случае нормализации с деформационного нагрева разрешается повышать температуру конца деформации до 1050 °С. |
||
|
5. Разрешается после нормализации применять охлаждение с использованием вентилятора или воздушного спрейера. |
||
|
15ГС |
Нормализация при температуре (900 - 930) °С |
1. Горячедеформированные трубы разрешается нормализовать с деформационного нагрева, при этом температура конца деформации должна находиться в интервале температур (900 - 950) °С. |
|
2. Для горячедеформированных труб с толщиной стенки 15 мм и более в случае нормализации с деформационного нагрева разрешается повышать температуру конца деформации до 1050 °С. |
||
|
3. Разрешается после нормализации применять охлаждение с использованием вентилятора или воздушного спрейера. |
||
|
15ХМ |
Нормализация при температуре (930 - 960) °С, отпуск при температуре (680 - 730) °С, выдержка не менее 0,5 часа |
1. При условии получения всех свойств, оговоренных техническими условиями, после нормализации отпуск разрешается не проводить. |
|
2. Горячедеформированные трубы разрешается нормализовать с деформационного нагрева, при этом температура конца деформации должна находиться в интервале температур (900 - 960) °С. В этом случае трубы подвергают только отпуску. |
||
|
3. Разрешается после нормализации применять охлаждение с использованием вентилятора или воздушного спрейера. |
||
|
12Х1МФ, 12Х1МФ-ПВ |
Нормализация при температуре (950 - 1030) °С, отпуск при температуре (700 - 750) °С, выдержка (1 - 3) часа |
1. Для труб из стали, выплавленной в электропечах, рекомендуется проведение нормализации при температуре (980 - 1030) °С, отпуска при температуре (700 - 730) °С с выдержкой не менее 1 часа. |
|
2. Для труб с толщиной стенки 15 мм и более при нормализации необходимо применять индивидуальное охлаждение. Разрешается охлаждение с применением вентилятора или воздушного спрейера. |
||
|
15Х1М1Ф |
Нормализация при температуре (970 - 1070) °С, отпуск при температуре (730 - 760) °С, выдержка не менее 10 часов |
1. Для труб из стали, выплавленной в электропечах, рекомендуется проведение нормализации при температуре (1000 - 1070) °С. |
|
2. Для труб с толщиной стенки 15 мм и более при нормализации необходимо применять индивидуальное охлаждение. Разрешается охлаждение с применением вентилятора или воздушного спрейера. |
||
|
3. Для труб с толщиной стенки 15 мм и менее допускается выдержка при отпуске не менее 5 часов. |
||
|
12Х2МФСР |
Нормализация при температуре (970 - 1000) °С; отпуск при температуре (750 - 780) °С, выдержка не менее 2 часов |
|
|
12Х11В2МФ |
Нормализация при температуре (1020 - 1050) °С; отпуск при температуре (750 - 780) °С, выдержка не менее 3 часов |
|
|
12Х18Н12Т |
Аустенизация при температуре (1100 - 1200) °С, охлаждение на воздухе или в воде |
|
|
Примечание. При проведении нормализации с отдельного нагрева должна быть обеспечена технологическая выдержка. |
||
(Измененная редакция. Изм. № 1)
5.7 Качество поверхности
5.7.1 На наружной и внутренней поверхностях труб не допускаются плены, трещины, закаты, рванины, глубокие риски с острыми кромками, грубая рябизна, подрезы, раковины, вкатанная окалина, перетрав, раскатанные металлические частицы и загрязнения. Эти дефекты должны быть полностью удалены местной пологой зачисткой холодным способом или сплошной шлифовкой, полировкой, расточкой или обточкой. При этом толщина стенки в местах удаления дефектов не должна выходить за минимальные предельные отклонения. Ширина зачистки должна быть не менее шестикратной ее глубины, все зачищенные участки должны плавно переходить в профиль трубы.
5.7.2 На наружной и внутренней поверхностях труб допускаются без ремонта отпечатки от прокатного инструмента, продольные риски (без острых кромок), мелкая рябизна и другие дефекты (без острых кромок), обусловленные способом производства, при условии, что они не выводят толщину стенки за минимальные предельные отклонения, глубиной:
- не более 10 % номинальной толщины стенки, но не более 2 мм - для горячедеформированных труб;
- не более 5 % номинальной толщины стенки, но не более 1 мм - для холодно- и теплодеформированных труб, изготовленных по сортаменту горячедеформированных;
- не более 0,2 мм - для холодно- и теплодеформированных труб при отношении Д/S > 5;
- не более 0,6 мм - для холодно- и теплодеформированных труб при отношении Д/S ≤ 5.
Дополнительное требование 6. Поставка горячедеформированных труб с более жесткими требованиями к качеству поверхности: с глубиной дефектов, перечисленных в 5.7.2, не более 5 % толщины стенки, но не менее 0,3 мм и не более 1 мм.
5.7.3 На наружной и внутренней поверхностях труб отслаивающаяся окалина должна быть полностью удалена. Допускается наличие на поверхности труб плотно прилегающей окалины и окисной пленки.
5.8 Неразрушающий контроль
5.8.1 Трубы подвергают обязательному неразрушающему контролю:
- ультразвуковым методом для выявления продольных дефектов на наружной и внутренней поверхностях;
- ультразвуковым методом для выявления дефектов типа «расслоение» в горячедеформированных трубах с толщиной стенки 5 мм и более, изготавливаемых из недеформированной непрерывнолитой заготовки;
Дополнительное требование 7. Проведение вихретокового или магнитного (магнитоиндукционного) контроля для выявления поверхностных и сквозных дефектов.
Дополнительное требование 8. Проведение ультразвукового контроля для выявления поперечных дефектов на наружной и внутренней поверхностях.
Дополнительное требование 9. Проведение ультразвукового контроля для выявления дефектов типа «расслоение» в трубах с толщиной стенки 10 мм и более, изготовленных из деформированной заготовки.
Дополнительное требование 10. Проведение ультразвукового контроля для выявления продольных дефектов по более жестким нормам в соответствии с таблицей 23.
Дополнительное требование 11. Проведение ручного или полуавтоматического ультразвукового контроля концевых участков труб длиной на 10 % больше длины, не охваченной в ходе автоматизированного контроля, либо их обрезка.
5.9 Герметичность
5.9.1 Каждая труба должна выдерживать без обнаружения течи или потения испытание пробным гидравлическим давлением (Р), величину которого в Мпа (кгс/см2) определяют по формулам 1 и 2:
|
при S/D ≤ 0,13 |
|
|
(1), |
|
при S/D > 0,13 |
|
|
(2), |
где:
Sm - минимальная допустимая толщина стенки (с учетом предельного отклонения) трубы, мм;
R - допускаемое напряжение, равное 80 % от минимального нормируемого значения предела текучести для данной марки стали, Н/мм2 (кгс/мм2);
D - номинальный наружный диаметр трубы, мм.
Изготовителю разрешается гарантировать, что поставляемые им трубы выдержат испытание пробным гидравлическим давлением без проведения испытаний на основании удовлетворительных результатов 100 %-ного ультразвукового контроля.
5.10 Макро- и микроструктура
5.10.1 В макроструктуре металла готовых труб не допускаются трещины, расслоения, флокены, инородные металлические, неметаллические и шлаковые включения, раскатанные дефекты заготовки: подусадочная (осевая) рыхлость, подкорковые газовые пузыри, завороты корки, видимые без применения увеличительных приборов.
Изготовителю разрешается гарантировать удовлетворительное качество макроструктуры без проведения контроля на основании удовлетворительных результатов 100 %-ного ультразвукового контроля.
5.10.2 Макроструктуру металла готовых труб, изготовленных из недеформированной непрерывнолитой заготовки, контролируют на наличие остатков литой структуры в соответствии с таблицей А.1 Приложения А «Оценка степени развития зоны с остатками литой структуры».
Степень развития зоны с остатками литой структуры не нормирована, но результаты контроля заносят в документ о качестве труб.
5.10.3 В микроструктуре металла труб из стали марок 20, 20-ПВ, 15ГС, 15ХМ, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф и 12Х2МФСР полосчатость не должна превышать 3-го балла шкалы 1 Приложения Б «Шкалы полосчатости и видмаштеттовой структуры металла котельных труб».
Изготовителю разрешается гарантировать соответствие полосчатости указанной норме в микроструктуре труб из стали марок 15ХМ, 12Х1МФ, 12Х1МФ-ПВ, 15X1M1Ф и 12Х2МФСР без проведения контроля.
5.10.4 В микроструктуре металла труб из стали марок 20, 20-ПВ и 15ГС ориентация по видманштеттовой структуре не должна превышать 3-го балла шкалы 2 Приложения Б «Шкалы полосчатости и видмаштеттовой структуры металла котельных труб».
5.10.5 Микроструктура металла труб из стали марок 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф и 12Х2МФСР не должна превышать 5-го балла шкал Приложения В «Шкалы микроструктур металла котельных труб из стали марок 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 12Х2МФСР».
5.10.6 Величина зерна металла труб из стали марки 12Х18Н12Т должна находиться в пределах от 3 до 7 номера включ. шкал ГОСТ 5639. Разнозернистость в одном поле зрения допускается в пределах от 3 номера до 7 номера включ.
5.10.7 Загрязненность металла труб неметаллическими включениями не должна превышать норм таблицы 15.
Таблица 15 - Нормы загрязненности металла труб неметаллическими включениями
|
Виды неметаллических включений |
Загрязненность неметаллическими включениями, балл (не более) |
|||
|
углеродистая и низколегированная сталь |
высоколегированная сталь |
|||
|
средний балл |
максимальный балл |
средний балл |
максимальный балл |
|
|
сульфиды (С) |
3,5 |
4,0 |
3,0 |
4,0 |
|
оксиды точечные (ОТ) |
3,5 |
4,0 |
3,5 |
4,0 |
|
оксиды строчечные (ОС) |
3,5 |
4,0 |
3,5 |
4,0 |
|
силикаты пластичные (СП) |
3,5 |
4,0 |
3,5 |
4,0 |
|
силикаты хрупкие (СХ) |
3,5 |
4,0 |
3,5 |
4,0 |
|
силикаты недеформирующиеся (СН) |
3,0 |
4,0 |
3,0 |
4,0 |
(Измененная редакция. Изм. № 1)
Изготовителю разрешается гарантировать загрязненность металла труб неметаллическими включениями в соответствии с указанными нормами без проведения контроля на основании результатов контроля трубной заготовки. Данные контроля загрязненности принимают по документу о качестве (сертификату) поставщика заготовки.
Дополнительное требование 12. Поставка труб с более жесткими требованиями по загрязненности неметаллическими включениями.
5.11 Механические свойства
5.11.1 Механические свойства металла труб в состоянии поставки при комнатной температуре на продольных или поперечных образцах должны удовлетворять нормам таблицы 16.
5.11.2 Ударную вязкость (KCU) определяют на трубах с толщиной стенки 12 мм и более. Допускается снижение ударной вязкости на одном образце на 10,0 Дж/см2 (1,0 кгс·м/см2) от установленной нормы при условии, что среднеарифметическое значение испытаний 3-х образцов данной трубы будет не ниже нормы. Снижение значения ударной вязкости на поперечных образцах из стали марок 20, 20-ПВ и 15X1M1Ф не допускается.
Дополнительное требование 13. Проведение испытаний на ударный изгиб при комнатной температуре на образцах с концентратором вида U для труб с толщиной стенки от 5 мм до 12 мм.
Дополнительное требование 14. Проведение испытаний на ударный изгиб при температурах от 0 °С до минус 60 °С на образцах с концентратором вида U для труб с толщиной стенки 5 мм и более. Нормы и температуры испытания устанавливают по согласованию изготовителя с потребителем.
Дополнительное требование 15. Проведение испытаний на ударный изгиб при комнатной температуре и температурах от 0 °С до минус 20 °С на образцах с концентратором вида V для труб с толщиной стенки 5 мм и более. Нормы и температуры испытания устанавливают по согласованию изготовителя с потребителем.
5.11.3 Для труб из стали марок 20, 20-ПВ, 15ГС, 15ХМ, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф и 12Х2МФСР определяют отношение значений предела текучести к пределу прочности σт (σ0,2) / σв.
Величина отношения не нормирована, но заносится в документ о качестве труб.
5.11.4 Для труб из стали марок 20, 20-ПВ, 15ГС, 15ХМ, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф и 12Х2МФСР определяют твердость по Бринеллю. Величина твердости не нормирована, но заносится в документ о качестве труб.
5.11.5 Значения пределов текучести при повышенных температурах и длительной прочности металла труб в состоянии поставки должны удовлетворять нормам таблицы 17.
Таблица 16 - Механические свойства металла труб при комнатной температуре
|
Марка стали |
Продольные образцы |
Твердость по Бринеллю, НВ |
Поперечные образцы |
||||||||
|
Предел прочности σв, Н/мм2 (кгс/мм2) |
Предел текучести σт (σ0,2), Н/мм2 (кгс/мм2) |
Относительное удлинение δ5, % |
Относительное сужение ψ, % |
Ударная вязкость KCU, Дж/см2 (кгс·м/см2) |
Предел прочности σв, Н/мм2 (кгс/мм2) |
Предел текучести σт (σ0,2), Н/мм2 (кгс/мм2) |
Относительное удлинение δ5, % |
Относительное сужение ψ,% |
Ударная вязкость KCU, Дж/см2 (кгс·м/см2) |
||
|
не менее |
не более |
не менее |
|||||||||
|
20, 20-ПВ |
412 - 549 (42 - 56) |
216 (22) |
24 |
45 |
49 (5) |
- |
412 - 549 (42 - 56) |
216 (22) |
22 |
40 |
39 (4) |
|
15ГС |
не менее 490 (50) |
294 (30) |
18 |
45 |
59 (6) |
- |
не менее 490 (50) |
294 (30) |
16 |
40 |
49 (5) |
|
15ХМ |
441 - 637 (45 - 65) |
235 (24) |
21 |
50 |
59 (6) |
- |
441 - 637 (45 - 65) |
225 (23) |
20 |
45 |
49 (5) |
|
12Х1МФ, 12Х1МФ-ПВ |
441 - 637 (45 - 65) |
274 (28) |
21 |
55 |
59 (6) |
- |
441 - 637 (45 - 65) |
274 (28) |
19 |
50 |
49 (5) |
|
15Х1М1Ф |
490 - 686 (50 - 70) |
314 (32) |
18 |
50 |
49 (5) |
- |
490 - 686 (50 - 70) |
314 (32) |
16 |
45 |
39 (4) |
|
12Х2МФСР |
не менее 470 (48) |
274 (28) |
21 |
- |
- |
- |
- |
- |
- |
- |
- |
|
12Х11В2МФ |
не менее 588 (60) |
392 (40) |
18 |
- |
- |
255 |
не менее 588 (60) |
392 (40) |
17 |
45 |
49 (5) |
|
12Х18Н12Т |
539 - 686 (55 - 70) |
216 - 392 (22 - 40) |
35 |
55 |
- |
190 |
- |
- |
- |
- |
- |
|
Примечание 1. При определении механических свойств на отрезках труб полного сечения (D < 20 мм) допускается снижение относительного удлинения на 3 %. Примечание 2. При определении механических свойств на сегментах и отрезках труб полного сечения относительное сужение не определяют. |
|||||||||||
Таблица 17 - Предел текучести при повышенных температурах и предел длительной прочности металла труб
|
Марка стали |
Предел текучести σт (σ0,2), Н/мм2 (кгс/мм2) |
Предел длительной прочности σд.п., Н/мм2 (кгс/мм2) |
|||||||||||||
|
температура, °С |
температура, °С |
||||||||||||||
|
250 |
400 |
450 |
450 |
500 |
550 |
600 |
650 |
700 |
|||||||
|
не менее |
105 час. |
2·105 час. |
105 час. |
2·105 час. |
105 час. |
2·105 час. |
105 час. |
2·105 час. |
105 час. |
2·105 час. |
105 час. |
||||
|
20, 20-ПВ |
196 (20) |
137 (14) |
127 (13) |
78 (8,0) |
56 (5,7) |
38 (3,9) |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
15ГС |
245 (25) |
167 (17) |
127 (13) |
98 (10,0) |
56 (5,7) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
15ХМ |
225 (23) |
196 (20) |
191 (19,5) |
- |
- |
127 (13,0) |
118 (11,5) |
51 (5,2) |
38 (3,9) |
- |
- |
- |
- |
- |
|
|
12Х1МФ, 12Х1МФ-ПВ |
- |
216 (22) |
206 (21) |
- |
- |
167 (17,0) |
135 (13,8) |
97 (9,9) |
82 (8,4) |
55 (5,6) |
45 (4,6) |
- |
- |
- |
|
|
15Х1М1Ф |
- |
235 (24) |
225 (23) |
- |
- |
176 (18,0) |
147 (15,0) |
104 (10,6) |
93 (9,5) |
63 (6,4) |
56 (5,7) |
- |
- |
- |
|
|
12Х2МФСР |
- |
206 (21) |
195 (20) |
- |
- |
152 (15,5) |
- |
92 (9,4) |
- |
55 (5,6) |
- |
- |
- |
- |
|
|
12Х11В2МФ |
- |
- |
- |
- |
- |
- |
- |
157 (16,0) |
- |
88 (9,0) |
- |
29 (3,0) |
- |
- |
|
|
12Х18Н12Т |
- |
- |
- |
- |
- |
- |
- |
147 (15,0) |
135 (13,8) |
108 (11,0) |
97 (9,9) |
69 (7,0) |
61 (6,2) |
29 (3,0) |
|
|
Примечание 1. Допускается отклонение фактических значений предела длительной прочности на ±20 % от указанных в таблице значений. Примечание 2. Значения предела текучести при повышенных температурах и предела длительной прочности являются средними значениями по совокупности имеющихся данных; при периодических испытаниях они могут быть уточнены. Примечание 3. Пределы текучести при повышенных температурах и длительной прочности для промежуточных температур определяют путем линейной интерполяции между ближайшими значениями, приведенными в таблице. |
|||||||||||||||
(Измененная редакция. Изм. № 1)
Изготовителю труб разрешается гарантировать соответствие свойств указанным нормам при условии положительного заключения ГП «НИТИ». Заключения разрабатывают на основании контрольной проверки выполнения изготовителем требований основных положений технологии производства труб и результатов контрольных испытаний предела текучести при повышенных температурах и предела длительной прочности, проведенных ГП «НИТИ».
При положительных результатах контроля ГП «НИТИ» выдает изготовителю заключение на право гарантии соответствия пределов текучести при повышенных температурах и длительной прочности металла труб нормам технических условий.
Контрольные испытания пределов текучести при повышенных температурах и длительной прочности проводятся один раз в три года.
При изменении действующей технологии изготовитель обязан сообщить об этом ГП «НИТИ» для проведения аттестации технологии производства и качества труб. В этом случае ГП «НИТИ» проводит испытания по определению значений предела текучести при повышенных температурах и предела длительной прочности независимо от наличия на заводе заключения на трубы, изготовленные по действующей технологии.
Дополнительное требование 16. Проведение испытаний на растяжение при рабочих температурах. Нормы устанавливают по согласованию изготовителя с потребителем.
5.12 Технологические свойства
5.12.1 Трубы в зависимости от назначения, условий работы и размеров должны выдерживать одно или несколько технологических испытаний, указанных в таблице 18 и 5.12.1.1 - 5.12.1.4.
Таблица 18 - Виды технологических испытаний в зависимости от диаметра и толщины стенки трубы
|
Вид испытания |
Толщина стенки S, мм |
Наружный диаметр трубы D, мм |
||||
|
до 60 включ. |
свыше 60 до 108 включ. |
свыше 108 до 150 включ. |
свыше 150 до 273 включ. |
свыше 273 |
||
|
сплющивание1) |
не более 15 % D |
× |
× |
× |
× |
× |
|
раздача |
не более 9 |
× |
× |
× |
- |
- |
|
загиб трубы вокруг оправки |
независимо от S |
× |
- |
- |
- |
- |
|
загиб полосы |
независимо от S |
- |
× |
× |
× |
× |
|
растяжение кольца2) |
не более 40 |
- |
- |
- |
× |
× |
|
____________ 1) Испытанию на сплющивание подвергают трубы диаметром не более 400 мм. 2) Испытанию на растяжение кольца подвергают трубы с внутренним диаметром более 100 мм. |
||||||
Виды технологических испытаний потребитель указывает в заказе. Если в заказе не указан вид испытаний, изготовитель обязан провести одно из испытаний в зависимости от размеров труб.
Не допускается отбирать образцы для различных видов технологических испытаний от одной трубы.
5.12.1.1 Трубы диаметром не более 400 мм с толщиной стенки не более 15 % наружного диаметра подвергают испытанию на сплющивание до получения между параллельными плитами пресса расстояния Н (мм), вычисленного по формуле (3):
|
|
(3) |
где
S - номинальная толщина стенки, мм;
D - номинальный наружный диаметр трубы, мм;
а - коэффициент деформации, значение которого указано в таблице 19.
Таблица 19 - Коэффициент деформации при испытании на сплющивание
|
Марка стали |
Коэффициент деформации а |
|
12Х18Н12Т |
0,09 |
|
20,20-ПВ, 15ГС, 15ХМ, 12Х1МФ, 12Х1МФ-ПВ, 15X1M1Ф, 12Х2МФСР |
0,08 |
|
12Х11В2МФ |
0,05 |
Дополнительное требование 17. Проведение испытания на сплющивание труб с толщиной стенки более 15 % наружного диаметра. Расстояние Н устанавливают по согласованию изготовителя с потребителем.
5.12.1.2 Трубы диаметром не более 150 мм с толщиной стенки не более 9 мм подвергают испытанию на раздачу конусной оправкой с углом конуса 30°. Нормы увеличения наружного диаметра труб в зависимости от марки стали указаны в таблице 20.
Таблица 20 - Величина раздачи
|
Марка стали |
Увеличение наружного диаметра X, % |
|
20,20-ПВ, 15ГС, 12Х18Н12Т, |
20 |
|
15ХМ, 12X1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 12Х2МФСР, 12X11В2МФ |
15 |
5.12.1.3 Трубы диаметром до 60 мм включ. подвергают испытанию на загиб на образцах в виде отрезка трубы полного сечения, диаметром свыше 60 мм - продольной полосы.
Испытание на загиб проводят до угла 90°.
5.12.1.4 Трубы диаметром более 150 мм с толщиной стенки не более 40 мм и внутренним диаметром более 100 мм подвергают испытанию на растяжение кольца.
5.13 Стойкость против межкристаллитной коррозии
Дополнительное требование 18. Проведение испытания на стойкость против межкристаллитной коррозии труб из стали марки 12Х18Н12Т. При этом величину зерна не контролируют и длительную прочность не гарантируют.
6 МАРКИРОВКА. УПАКОВКА
6.1 Общие требования к маркировке, упаковке, оформлению документации должны соответствовать ГОСТ 10692.
6.2 На каждой трубе диаметром 25 мм и более с толщиной стенки 3 мм и более на расстоянии не более 1000 мм от одного из концов должна быть нанесена маркировка, содержащая знак для товаров и услуг (товарный знак) или наименование изготовителя, марку стали, номер плавки (или её условный номер) и партии.
Трубы диаметром 114 мм и более дополнительно маркируют номером трубы.
Способ маркировки выбирает изготовитель. Маркировка не должна нарушать соответствия замаркированного участка техническим требованиям к трубам.
В случае обрезки концов труб потребителю предоставляется право переноса маркировки с соответствующим оформлением.
(Измененная редакция. Изм. № 1)
6.3 На каждой трубе, за исключением труб из стали марки 12Х18Н12Т, дополнительно должна быть нанесена маркировка несмываемой краской:
- на трубах диаметром менее 20 мм - кольцевая маркировка через каждые два метра по всей длине трубы;
- на трубах диаметром 20 мм и более - одна продольная полоса по всей длине трубы. По согласованию изготовителя с потребителем разрешается взамен нанесения продольной полосы производить окраску торцев труб. На трубах диаметрами 20; 22; 25 мм разрешается кольцевая маркировка через каждые два метра по всей длине трубы.
Цветная маркировка в зависимости от марки стали должна быть следующей:
20 - зеленая
20-ПВ - голубая
15ГС - коричневая
15ХМ - желтая
12Х1МФ - красная
12Х1МФ-ПВ - оранжевая
15Х1М1Ф - белая
12Х2МФСР - синяя
12Х11В2МФ - черная
6.4 Концы труб диаметром 108 мм и менее должны быть плотно закрыты специальными колпачками или заглушками.
Дополнительное требование 19. Поставка труб без предохранительных заглушек или колпачков.
Дополнительное требование 20. Поставка труб из углеродистой и низколегированной стали с нанесением временной консервационной смазки либо с упаковкой в материалы с летучими ингибиторами коррозии. В этом случае концы труб колпачками не закрывают.
Консервационная смазка может наноситься: а) на наружную поверхность; б) на внутреннюю поверхность; в) на наружную и внутреннюю поверхности. Технология и состав консервационной смазки и упаковки - по методике изготовителя труб.
Консервационная смазка должна предохранять трубы от коррозии во время транспортирования и хранения в сухих закрытых помещениях в течение шести месяцев с момента отгрузки.
6.5 Холоднодеформированные трубы из стали марки 12Х18Н12Т должны быть упакованы в ящики, в обрешетки или другим способом, обеспечивающим сохранность труб при транспортировке. В этом случае концы труб колпачками не закрывают.
6.6 Трубы диаметром менее 159 мм поставляют в пакетах, прочно увязанных не менее чем в трех местах в два витка.
Вес пакета не должен превышать 5 т, а по требованию потребителя - 3 т.
Трубы диаметром 159 мм и более поставляют поштучно. По согласованию изготовителя с потребителем трубы диаметром от 159 мм до 426 мм включ. могут поставляться в пакетах.
Дополнительное требование 21. Поставка труб диаметром от 114 мм до 159 мм поштучно.
(Измененная редакция. Изм. № 1)
6.7 К каждому пакету или ящику прикрепляется металлическая или пластиковая бирка (или ярлык) с указанием товарного знака изготовителя, номера заказа, номера настоящих технических условий, размера труб, точности изготовления, массы (кг), длины, количества труб в штуках, марки стали, номера плавки, номера партии.
6.8 Каждая партия труб должна сопровождаться документом о качестве (сертификатом качества), удостоверяющим соответствие поставляемых труб требованиям настоящих технических условий.
Документ о качестве должен содержать:
- номер и дату выдачи;
- номер заказа;
- наименование потребителя;
- наименование изготовителя и его местонахождение;
- номер настоящих технических условий;
- вид труб (способ изготовления);
- размер труб, точность изготовления, вид длины;
- массу партии, общую длину и количество труб в штуках;
- марку стали;
- номер плавки;
- номер партии или номера труб (для труб диаметром 114 мм и более);
- химический состав, способ выплавки стали, наименование изготовителя трубной заготовки, номер технических условий на трубную заготовку;
- фактический режим термической обработки труб, при нормализации труб с прокатного нагрева - температуру конца деформации;
- результаты всех видов испытаний и контроля, в том числе проводимых по требованию потребителя (с указанием направления вырезки образцов и температур испытаний);
- данные контроля загрязненности металла неметаллическими включениями;
- отметку о проведении неразрушающего контроля с указанием типа и размера искусственного отражателя;
- отметку о гарантии предусмотренных техническими условиями показателей;
- отметку о гарантии пределов текучести при повышенных температурах и длительной прочности труб с указанием номера и срока действия заключения ГП «НИТИ».
7 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ, ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ, УТИЛИЗАЦИЯ
(Раздел 7. Измененная редакция. Изм. № 1)
7.1 При осуществлении процесса производства труб должны соблюдаться требования санитарных правил организации технологических процессов СП № 1042 и ДСП 3.3.1.038.
7.2 Правила техники безопасности и производственной санитарии - в соответствии с действующими нормативными документами.
7.3 Персонал, занятый в производстве, должен проходить инструктаж по правилам техники безопасности и охране труда.
7.4 Персонал должен быть обеспечен спецодеждой, спецобувью и средствами защиты рук в соответствии с ДСТУ 7238, ДСТУ 7239 и ГОСТ 12.4.103.
7.5 Работающие должны проходить предварительные (при поступлении на работу) и в дальнейшем - периодические медицинские осмотры в соответствии с требованиями наказу МОЗ Украïни вiд 21.05.2007 № 246.
7.6 Производственное оборудование должно соответствовать требованиям ГОСТ 12.2.003, заземлено от статического электричества согласно ГОСТ 12.1.018, ограждающие и предохраняющие устройства - согласно ГОСТ 12.2.062.
7.7 Освещенность производственных помещений должна соответствовать ДБН В.2.5-28.
7.8 Параметры шума и вибрации не должны превышать предельно допустимых по ДСН 3.3.6.037 и ДСН 3.3.6.039.
7.9 Микроклимат на рабочих местах должен соответствовать требованиям ДСН 3.3.6.042.
7.10 Административно-бытовые помещения должны быть оборудованы в соответствии с требованиями ДБН В.2.2-28.
7.11 Производственные помещения должны быть оборудованы общей приточно-вытяжной вентиляцией в соответствии с ДСТУ Б А.3.2-12, ДБН В.2.5-67, отоплением - в соответствии с ДБН В.2.5-67.
7.12 Водоснабжение и канализация должны отвечать требованиям ДБН В.2.5-64.
7.13 Производственные помещения должны быть обеспечены питьевой водой в соответствии с ДСанПiН 2.2.4-171.
7.14 Содержание вредных веществ, выделяющихся в процессе производства в воздух рабочей зоны и указанных в таблице 21, не должно превышать ПДК с периодичностью контроля согласно ГОСТ 12.1.005.
Таблица 21 - Содержание в вредных веществ
|
Наименование вещества |
Класс опасности |
ПДК, мг/м3 |
Особенности воздействия на организм |
МУ контроля |
|
Железа оксид |
IV |
6 |
Обладает фиброгенным действием |
|
|
Кремния диоксид |
III |
4 |
Обладает фиброгенным действием |
|
|
Азота диоксид |
III |
2 |
Обладает остронаправленным действием |
|
|
Углерода оксид |
IV |
20 |
Обладает остронаправленным действием |
|
|
Масла минеральные |
III |
5 |
- |
7.15 Уровень суммарной активности природных радионуклидов продукции не должен превышать 370 Бк/кг согласно ДБН В.1.4-1.01, НРБУ. Контроль суммарной удельной активности природных радионуклидов проводят в соответствии с ДБН В.1.4-2.01. Периодичность контроля 1 раз в год.
7.16 Меры по охране окружающей среды должны соответствовать требованиям: ДСП 201, СанПиН 4630, ГОСТ 17.2.3.02.
7.17 Охрана грунта от загрязнений бытовыми и промышленными отходами осуществляется согласно требованиям наказу МОЗ Украïни вiд 17.03.2011 № 145.
7.18 Утилизация отходов трубного производства проводится в соответствии с требованиями ДСаНПiН 2.2.7.029. Отходы используются в качестве металлолома при выплавке стали
Примечание. При производстве труб в Российской Федерации контроль показателей раздела 7 производится в соответствии с требованиями действующих в России нормативных документов.
8 ПРАВИЛА ПРИЕМКИ
8.1 При входном контроле качества труб потребитель должен применять методы контроля и испытаний, указанные в настоящих технических условиях.
8.2 Приемку труб производят партиями. Партия должна состоять из труб одного способа изготовления, одного размера, одной марки стали, одной плавки, подвергнутых одному режиму термообработки в проходной печи или составляющих одну садку в печи периодического действия. Партия труб, нормализованных с прокатного нагрева, должна состоять из труб одного способа изготовления, одного размера, одной марки стали, одной плавки.
Количество труб в партии должно быть не более 200 штук.
8.3 Отбор труб и образцов для контрольных испытаний проводят в соответствии с нормами, указанными в таблице 22.
8.4 Химический состав стали и загрязненность неметаллическими включениями металла принимают по документу о качестве изготовителя трубной заготовки.
8.5 Каждую трубу из легированной стали, содержащей хром, молибден, никель, ванадий, титан и вольфрам, подвергают контролю стилоскопом на идентификацию марки стали.
8.6 При получении неудовлетворительных результатов испытаний труб диаметром до 114 мм хотя бы по одному из показателей допускается проводить по нему повторные испытания на удвоенном количестве образцов, взятых от других труб той же партии. Трубы, от которых были отобраны образцы, показавшие неудовлетворительные результаты, исключают из партии.
При получении неудовлетворительных результатов испытаний труб диаметром 114 мм и более допускаются повторные испытания на удвоенном количестве образцов, отобранных от обоих концов тех же труб.
При получении неудовлетворительных результатов повторных испытаний хотя бы на одном образце трубы разрешается подвергать переработке (прокатке или волочению на другой размер, обточке, расточке и др.) или повторной термической обработке (не более двух) с предъявлением их к приемке как новых партий, при этом отпуск не считается повторной термической обработке.
Таблица 22 - Нормы отбора труб и образцов для контрольных испытаний
|
Характериcтика испытаний |
Вид испытания или контроля |
Ссылка на пункты |
Объем отбора |
|
|
количество контролируемых труб от партии |
количество образцов от каждой контролируемой трубы |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Обязательные испытания |
Контроль размеров и кривизны |
|
||
|
100 % |
- |
|||
|
Стилоскопирование труб из легированной стали |
100 % |
- |
||
|
Визуальный контроль качества поверхности |
|
|||
|
100 % |
- |
|||
|
Ультразвуковой контроль для выявления продольных дефектов |
|
|||
|
100 % |
- |
|||
|
Ультразвуковой контроль для выявления дефектов типа «расслоение» в горячедеформированных трубах, изготовленных из недеформированной непрерывнолитой заготовки |
|
|||
|
100% |
- |
|||
|
Испытания гидравлическим давлением |
|
|||
|
100% |
- |
|||
|
Контроль макроструктуры труб с толщиной стенки 15 мм и более диаметром: |
|
|
|
|
|
до 114 мм |
2 % (но не менее 2-х труб) |
1 |
||
|
114 мм и более |
100 % |
1 |
||
|
Контроль кристаллического строения в макроструктуре горячедеформированных труб из недеформированной непрерывнолитой заготовки (наличие остатков литой структуры) |
||||
|
2 % (но не менее 2-х труб) |
1 |
|||
|
Контроль микроструктуры1) труб диаметром: |
||||
|
|
|
|||
|
до 114 мм |
2 % (но не менее 2-х труб) |
1 |
||
|
114 мм и более2) |
100 % |
1 |
||
|
|
|
|
||
|
Контроль величины зерна металла труб из стали марки 12Х18Н12Т |
|
|
||
|
100% |
1 |
|||
|
Контроль загрязненности неметаллическими включениями |
|
|
||
|
2 трубы от плавки |
3 |
|||
|
Испытания на растяжение при комнатной температуре1) труб диаметром |
|
|
||
|
до 114 мм |
2 % (но не менее 2-х труб) |
1 |
||
|
114 мм и более |
100 % |
1 |
||
|
Испытания на ударный изгиб1) при комнатной температуре (KCU) труб с толщиной стенки 12 мм и более диаметром: |
|
|
||
|
до 114 мм |
2 % (но не менее 2-х труб) |
3 |
||
|
114 мм и более2) |
100 % |
3 |
||
|
Контроль твердости труб диаметром: |
|
|
|
|
|
до 114 мм |
2 % (но не менее 2-х труб) |
1 |
||
|
114 мм и более2) |
100 % |
1 |
||
|
Испытания на растяжение при повышенных температурах с определением предела текучести (периодический контроль) |
|
|
||
|
1 труба |
10 |
|||
|
Испытания на длительную прочность (периодический контроль) |
|
|
||
|
1 труба |
10 |
|||
|
Испытания на сплющивание труб диаметром: |
|
|
||
|
|
|
|||
|
до 114 мм |
2 % (но не менее 2-х труб) |
1 |
||
|
114 мм и более3) |
|
100 % |
1 |
|
|
Испытания на раздачу труб диаметром: |
|
|
||
|
до 114 мм |
2 % (но не менее 2-х труб) |
1 |
||
|
114 мм и более3) |
100 % |
1 |
||
|
Испытания на загиб труб диаметром: |
|
|
||
|
до 114 мм |
2 % (но не менее 2-х труб) |
1 |
||
|
114 мм и более3) |
100 % |
1 |
||
|
Испытания на растяжение кольца труб диаметром более 150 мм |
|
|
||
|
2 % (но не менее 2-х труб) |
1 |
|||
|
|
|
|||
|
Дополнительные испытания |
Измерение толщины стенки по всей длине трубы |
100 % |
- |
|
|
Контроль химического состава металла труб |
|
|
||
|
2 трубы |
1 |
|||
|
Визуальный контроль качества поверхности горячедеформированных труб по более жестким нормам |
|
|
||
|
100 % |
- |
|||
|
Вихретоковый или магнитный (магнитоиндукционный) контроль для выявления поверхностных и сквозных дефектов |
|
|
||
|
100 % |
- |
|||
|
Ультразвуковой контроль для выявления поперечных дефектов |
|
|
||
|
100 % |
- |
|||
|
Ультразвуковой контроль для выявления дефектов типа «расслоение» в трубах с толщиной стенки 10 мм и более, изготовленных из деформированной заготовки |
|
|
||
|
100 % |
- |
|||
|
Ультразвуковой контроль для выявления продольных дефектов по более жестким нормам |
|
|
||
|
100 % |
- |
|||
|
Контроль концевых участков труб |
|
|
||
|
100 % |
- |
|||
|
Испытания на ударный изгиб при комнатной температуре (KCU) труб с толщиной стенки от 5 до 12 мм |
|
|
||
|
2 % (но не менее 2-х труб) |
3 |
|||
|
Испытания на ударный изгиб при комнатной температуре (KCV) и при пониженных температурах (KCU, KCV) труб с толщиной стенки 5 мм и более |
|
|
||
|
2 % (но не менее 2-х труб) |
3 |
|||
|
Испытания на стойкость против межкристаллитной коррозии |
|
|
||
|
2 трубы |
2 |
|||
|
____________ 1) Контроль микроструктуры и механических свойств при комнатной температуре холоднодеформированных труб из стали марок 12X1МФ, 12Х1МФ-ПВ и 12Х2МФСР, подвергаемых отпуску в камерных печах, проводят с 2-х концов на 5 % труб от партии (но не менее 2-х труб). 2) Разрешается для труб диаметром 114 мм и более из стали марок 20, 20-ПВ, 15ХМ, 15ГС, 12Х1МФ и 12Х1МФ-ПВ производства ОАО «ИНТЕРПАЙП НТЗ», ООО «ИНТЕРПАЙП НИКО ТЬЮБ», ОАО «ПНТЗ», ОАО «ВТЗ», ОАО «ЧТПЗ», ЗАО «ГОСТ «ЮТиСТ» для испытаний на ударный изгиб, твердость и для контроля микроструктуры отбирать 20 % труб от партии (но не менее 2-х труб). 3) Разрешается для труб диаметром от 114 мм до 325 мм включ. из стали марок 20, 20-ПВ, 15ХМ, 15ГС, 12Х1МФ и 12Х1МФ-ПВ для испытаний на сплющивание, раздачу, загиб отбирать 2 % труб от партии (но не менее 2-х труб). |
||||
9 МЕТОДЫ ИСПЫТАНИЙ
9.1 Каждую трубу подвергают контролю геометрических размеров и кривизны.
Наружный диаметр и овальность труб контролируют штангенциркулем типа ШЦ по ДСТУ ГОСТ 166, ГОСТ 166 [10] микрометром гладким типа МК по ДСТУ ГОСТ 6507, ГОСТ 6507 [11] калибрами-скобами листовыми по ГОСТ 18360, ГОСТ 18365, калибрами-скобами гладкими регулируемыми по ГОСТ 2216.
Внутренний диаметр контролируют калибрами гладкими по ГОСТ 24851 и ГОСТ 24853.
Толщину стенки и разностенность контролируют с обоих концов трубы микрометром трубным типа МТ по ДСТУ ГОСТ 6507, ГОСТ 6507 [11], индикаторным стенкомером по ГОСТ 11358.
Дополнительное требование 22. Контроль толщины стенки по длине трубы с помощью ультразвукового толщиномера по методике изготовителя.
Длину труб контролируют измерительной рулеткой по ДСТУ ГОСТ 4179, ГОСТ 7502 [12].
Кривизну труб контролируют с помощью линейки поверочной по ГОСТ 8026 и набора щупов по действующей нормативной документации. Общую кривизну контролируют натянутой металлической струной (леской) и измерительной линейкой по методике изготовителя.
Перпендикулярность торцев обеспечивается конструкцией оборудования для порезки труб. Отклонения от перпендикулярности - согласно техническим характеристикам оборудования.
Допускается проводить контроль другими средствами измерительной техники, метрологические характеристики которых обеспечивают необходимую точность измерений.
(Измененная редакция. Изм. № 1)
9.2 Отбор и подготовку проб для определения химического состава производят в соответствии с ГОСТ 7565, ДСТУ 3124.
Химический анализ проводят по ДСТУ ГОСТ 12344, ГОСТ 12344 [13], ДСТУ ГОСТ 12345, ГОСТ 12345 [14], ГОСТ 12346, ГОСТ 12347, ДСТУ ГОСТ 12348, ГОСТ 12348 [15], ГОСТ 12349, ГОСТ 12350, ДСТУ ГОСТ 12351, ГОСТ 12351 [16], ГОСТ 12352, ГОСТ 12354, ГОСТ 12355, ГОСТ 12356, ГОСТ 12357, ГОСТ 12360, ГОСТ 22536.0, ГОСТ 22536.1, ГОСТ 22536.2, ГОСТ 22536.3, ГОСТ 22536.4, ГОСТ 22536.5, ГОСТ 22536.7, ГОСТ 22536.8, ГОСТ 22536.9, ГОСТ 22536.10, ГОСТ 22536.12, ДСТУ 2841, ГОСТ 27809 [17], ГОСТ 28473.
Допускается проводить определение химического состава металла труб фотоэлектрическим методом спектрального анализа по ГОСТ 18895. Арбитражным является аналитический метод контроля химического состава.
В случае несоответствия химического состава металла труб требованиям технических условий партию бракуют или подвергают контролю каждую трубу партии.
(Измененная редакция. Изм. № 1)
9.3 Осмотр наружной поверхности труб проводят визуально без применения увеличительных средств.
Внутреннюю поверхность труб с внутренним диаметром 70 мм и более осматривают с применением перископа или видеоскопических систем.
Допускается осматривать внутреннюю поверхность труб без применения приборов, используя осветительные устройства с обоих концов трубы на просвет.
Для труб с внутренним диаметром менее 70 мм, а также труб с внутренним диаметром 70 мм и более, не осмотренных перископом, изготовитель гарантирует соответствие внутренней поверхности труб требованиям настоящих технических условий на основании удовлетворительных результатов 100 %-ного ультразвукового контроля.
Классификацию дефектов проводят в соответствии с ДСТУ 2680 (ОСТ 14-82 [18]).
Глубину дефектов проверяют после надпиловки с последующим измерением.
Толщину стенки в местах зачистки дефектов измеряют с использованием ультразвукового толщиномера или механических измерительных приборов. Допускается определять толщину стенки в местах зачистки дефектов как разность между фактической толщиной стенки у конца трубы (ближайшего к месту дефекта) и глубиной зачистки по одной образующей.
(Измененная редакция. Изм. № 1)
9.4 Неразрушающий контроль проводят по технологической инструкции, согласованной с ГП «НИТИ».
Ультразвуковой контроль проводят с учетом требований ГОСТ 17410 по всему сечению трубы, при этом продольные и поперечные дефекты контролируют при распространении ультразвуковых колебаний в двух направлениях навстречу друг другу. Настройку чувствительности аппаратуры ультразвукового контроля, соответствующую браковочному уровню, проводят по стандартным образцам (СО) с искусственными дефектами в виде продольных и поперечных прямоугольных или треугольных рисок на наружной и внутренней поверхностях, плоскодонных отверстий со стороны внутренней поверхности образцов, тип и размеры которых указаны в таблице 23.
Электромагнитный контроль проводят вихретоковым или магнитоиндукционным методами.
Настройку чувствительности аппаратуры электромагнитного контроля, соответствующую браковочному уровню, проводят по стандартным образцам (СО) с искусственными дефектами в виде продольных прямоугольных рисок или по образцам с тремя радиальными сквозными цилиндрическими отверстиями, расположенными по периметру через 120º (расстояние между отверстиями по длине трубы должно быть достаточным для обеспечения раздельной регистрации сигнала). Тип и размеры стандартных образцов указаны в таблице 24.
Все работы по неразрушающему контролю должен выполнять персонал, аттестованный в соответствии с требованиями ДСТУ EN 473, ISO 9712 [19] или других нормативных документов.
(Измененная редакция. Изм. № 1)
9.5 Испытания труб гидравлическим давлением проводят по ГОСТ 3845 с выдержкой труб под давлением не менее 10 с.
9.6 Контроль и оценку макроструктуры проводят для труб с толщиной стенки 15 мм и более на кольцевом поперечном темплете по методике ГОСТ 10243.
Оценку кристаллического строения (остатков литой структуры) в трубах, изготовленных из недеформированной непрерывнолитой заготовки, проводят в соответствии с Приложением А.
9.7 Полосчатость и развитие видманштеттовой структуры металла труб оценивают на продольном образце по всей толщине стенки в соответствии со шкалами 1 и 2 Приложения Б при 90 - 105-кратном увеличении. Изготовление микрошлифов по ГОСТ 5640.
Таблица 23 - Тип и размеры искусственных отражателей для неразрушающего ультразвукового контроля труб
|
Способ изготовления труб |
Тип и размеры искусственных отражателей для выявления дефектов |
||
|
продольных |
поперечных |
расслоений |
|
|
прямоугольные риски1) на наружной и внутренней2) поверхностях СО: |
прямоугольные риски1) на наружной и внутренней2) поверхностях СО: |
плоскодонные отверстия, изготовленные со стороны внутренней поверхности |
|
|
длина риски3) l = 25,0 ± 2,5 мм |
длина риски3, 4) l = 25,0 ± 2,5 мм |
||
|
ширина риски m ≤ 1,5 мм |
ширина риски m ≤ 1,5 мм |
||
|
горячедеформированные D/S ≥ 5,0 |
обязательный контроль |
по требованию потребителя |
|
|
для труб D > 55 мм S - любая и D ≤ 55 мм S > 8 мм: |
для труб D > 55 мм S - любая и D ≤ 55 мм S > 8 мм: |
площадь отверстий (или их диаметр): |
|
|
глубина |
глубина |
||
|
h = (10,0 ± 1,0) % S ≤ 2,0 ± 0,20 мм |
h = (10,0 ± 1,0) % S ≤ 2,0 ± 0,20 мм |
||
|
обязательный контроль |
по требованию потребителя |
||
|
для труб D ≤ 55 мм S ≤ 8 мм: |
для труб D ≤ 55 мм S ≤ 8 мм: |
||
|
глубина |
глубина |
||
|
0,30 ± 0,03 ≤ h = (5,0 ± 0,5) % S ≤ 1,50 ± 0,15 мм |
0,30 ± 0,03 ≤ h = (5,0 ± 0,5) % S ≤ 1,50 ± 0,15 мм |
||
|
по требованию потребителя |
по требованию потребителя |
||
|
для труб D > 55 мм S - любая и D ≤ 55 мм S > 8 мм: |
для труб D > 55 мм S - любая и D ≤ 55 мм S > 8 мм: |
||
|
глубина |
глубина |
||
|
0,30 ± 0,03 ≤ h = (5,0 ± 0,5) % S ≤ 1,50 ± 0,15 мм |
0,30 ± 0,03 ≤ h = (5,0 ± 0,5) % S ≤ 1,50 ± 0,15 мм |
||
|
горячедеформированные D/S < 5,0 |
обязательный контроль |
по требованию потребителя |
|
|
глубина |
глубина |
||
|
h = (15,0 ± 1,5) % S ≤ 3,0 ± 0,30 мм |
h = (15,0 ± 1,5) % S ≤ 3,0 ± 0,30 мм |
||
|
по требованию потребителя |
по требованию потребителя |
||
|
глубина |
глубина |
||
|
h = (7,50 ± 0,75) % S ≤ 1,50 ± 0,15 мм |
h = (7,50 ± 0,75) % S ≤ 1,50 ± 0,15 мм |
||
|
холодно- и теплодеформированные D/S ≥ 5,0 |
обязательный контроль |
по требованию потребителя |
|
|
для труб из всех марок стали, кроме 12Х18Н12Т |
для труб из всех марок стали, кроме 12Х18Н12Т |
||
|
глубина |
глубина |
||
|
h = (0,30 ± 0,03) мм |
h = (0,30 ± 0,03)мм |
||
|
обязательный контроль |
по требованию потребителя |
||
|
для стали марки 12Х18Н12Т |
для стали марки 12Х18Н12Т |
||
|
глубина |
глубина |
||
|
h = (0,20 ± 0,02) мм |
h = (0,20 ± 0,02) мм |
||
|
по требованию потребителя |
по требованию потребителя |
||
|
для труб из всех марок стали, кроме 12Х18Н12Т |
для труб из всех марок стали, кроме 12Х18Н12Т |
||
|
глубина |
глубина |
||
|
h = (0,20 ± 0,02) мм |
h = (0,20 ± 0,02) мм |
||
|
холодно- и теплодеформированные D/S < 5,0 |
обязательный контроль |
по требованию потребителя |
|
|
глубина |
глубина |
||
|
h = (0,60 ± 0,06) мм |
h = (0,60 ± 0,06) мм |
||
|
по требованию потребителя |
по требованию потребителя |
||
|
глубина |
глубина |
||
|
h = (0,30 ± 0,03) мм |
h = (0,30 ± 0,03) мм |
||
|
холоднодеформированные, изготовленные по сортаменту горячедеформированных |
обязательный контроль |
по требованию потребителя |
|
|
глубина |
глубина |
||
|
0,30 ± 0,03 ≤ h = (5,0 ± 0,5) % S ≤ 1,0 ± 0,1 мм |
0,30 ± 0,03 ≤ h = (5,0 ± 0,5) % S ≤ 1,0 ± 0,1 мм |
||
|
____________ 1) Допускается применение треугольных рисок с углом раскрытия 30° или 60° при глубине искусственной риски 0,5 мм и менее для контроля труб диаметром менее 57 мм. 2) Для труб с внутренним диаметром 12,0 мм и менее, по согласованию изготовителя с потребителем, допускается применение СО только с наружной риской. 3) Длина применяемых пьезопреобразователей не должна превышать половины длины искусственной риски. Если длина пьезопреобразователей превышает 12,5 мм, длина искусственной риски не должна превышать 12,5 мм. 4) Длина поперечных рисок должна быть не более 1/4 периметра соответствующей поверхности труб. |
|||
(Измененная редакция. Изм. № 1)
Таблица 24 - Тип и размеры искусственных дефектов для вихретокового и магнитного (магнитоиндукционного) контроля
|
Способ изготовления труб |
Тип и размеры искусственных дефектов |
|||
|
наружная прямоугольная риска |
отверстие |
|||
|
глубина |
длина |
ширина |
диаметр |
|
|
горячедеформированные |
Для труб D > 55: |
25 ± 2,5 |
не более глубины |
|
|
(10 ± 1,0) % S ≤ 2 ± 0,2 |
||||
|
для труб D ≤ 55 и D/S > 5,0: |
1,0 ± 0,1 для труб D ≤ 12 |
|||
|
0,3 ± 0,03 ≤ (5 ± 0,5) % S ≤ 1 ± 0,1 |
1,4 ± 0,1 для труб 12 < D ≤ 32 |
|||
|
для труб D ≤ 55 D/S ≤ 5,0: |
1,8 ± 0,1 для труб 32 < D ≤ 50 |
|||
|
0,6 ± 0,06 |
2,2 ± 0,1 для труб 50 < D ≤ 127 |
|||
|
холоднодеформированные |
для труб D/S ≤ 5: |
25 ± 2,5 |
не более глубины |
2,7 ± 0,1 для труб 127 < D ≤ 219 |
|
0,6 ± 0,06 |
3,2 ± 0,1 для труб свыше D > 219 |
|||
|
для труб D/S > 5: |
||||
|
0,2 ± 0,02 |
||||
|
холоднодеформированные по сортаменту горячедеформированных |
0,3 ± 0,03 ≤ (5 ± 0,5) % S ≤ 1 ± 0,1 |
25 ± 2,5 |
не более глубины |
|
(Измененная редакция. Изм. № 1)
9.8 Микроструктуру металла труб оценивают на продольном образце по всей толщине стенки по шкалам Приложения В при 90 - 105 и 500-кратном увеличении.
9.9 Величину зерна металла труб контролируют на продольном образце по всей толщине стенки методом сравнения с эталонами шкал по ГОСТ 5639 при 90 - 105-кратном увеличении.
Допускается проводить контроль величины зерна ультразвуковым методом по инструкции изготовителя. Арбитражным методом является контроль по ГОСТ 5639.
9.10 Контроль загрязненности металла труб неметаллическими включениями проводят по среднему и максимальному баллам по ГОСТ 1778 методом Ш6.
9.11 Испытания на растяжение при комнатной температуре проводят по ГОСТ 10006.
Испытания проводят на поперечных образцах (во всех случаях, когда размеры труб позволяют вырезать указанные образцы) или на продольных образцах.
При проведении испытаний на поперечных образцах испытания на продольных образцах не проводят.
Допускается определять механические свойства металла труб при комнатной температуре неразрушающим методом по методике, разработанной изготовителем и согласованной с ГП «НИТИ». Арбитражным методом контроля являются испытания по ГОСТ 10006.
Испытания на растяжение при повышенных температурах проводят по ГОСТ 19040 на продольных образцах.
9.12 Испытания на ударный изгиб проводят по ГОСТ 9454 на образцах типа 1 - 4 и типа 11 - 14.
Испытания проводят на поперечных образцах (во всех случаях, когда размеры труб позволяют вырезать указанные образцы) или на продольных образцах. При проведении испытании на поперечных образцах испытания на продольных образцах не проводят.
Ось надреза на образце должна быть перпендикулярна к наружной поверхности трубы.
9.13 Измерение твердости проводят для труб с толщиной стенки 5 мм и более по ГОСТ 9012.
Допускается определять твердость на образцах, предназначенных для испытания на растяжение или ударную вязкость.
9.14 Контроль длительной прочности проводят по ГОСТ 10145 и в соответствии с требованиями инструкции «Методика испытания заготовки и труб на длительную прочность для периодического контроля технологических процессов их изготовления в условиях заводских лабораторий».
9.15 Испытания на сплющивание проводят по ГОСТ 8695.
При обнаружении на сплющенных образцах мельчайших надрывов (седины) или других мелких дефектов, являющихся следствием раскрытия наружных дефектов, обусловленных способом производства и допускаемых настоящими техническими условиями, разрешается повторное испытание другого образца от той же трубы с предварительным снятием поверхностного слоя (внутреннего и наружного) на глубину не более 0,2 мм для труб диаметром до 114 мм включ. и не более 1 мм - для труб диаметром свыше 114 мм.
9.16 Испытания на раздачу проводят по ГОСТ 8694.
9.17 Испытания на загиб проводят по ГОСТ 3728 и ДСТУ ISO 7438, ГОСТ 14019 [20].
(Измененная редакция. Изм. № 1)
9.18 Испытания на растяжение кольца проводят по ДСТУ ISO 8496, ISO 8496 [21].
(Измененная редакция. Изм. № 1)
9.19 Испытания на стойкость против межкристаллитной коррозии труб проводят методом АМУ по ГОСТ 6032, ГОСТ 6032 [22].
(Измененная редакция. Изм. № 1)
10 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение производят по ГОСТ 10692.
11 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Изготовитель гарантирует соответствие труб требованиям настоящих технических условий при выполнении требований по транспортированию и хранению.
ПРИЛОЖЕНИЕ А
(обязательное)
Оценка степени развития зоны с остатками литой структуры
Остатки литой структуры представляют собой дефект макроструктуры в виде измельченных и разориентированных дендритов четкого рисунка, расположенных участками или по всему периметру трубы.
Контроль степени развития зоны с остатками литой структуры осуществляют после глубокого травления специально подготовленных образцов в 50 %-ном водном растворе соляной кислоты (НСl) при температуре (60 - 70) ºС и четкого выявления кристаллического строения металла трубы. Подготовка образцов в соответствии с ГОСТ 10243.
Степень развития зоны с остатками литой структуры в макроструктуре металла горячедеформированных труб, изготовленных из недеформированной непрерывнолитой заготовки, оценивают согласно таблице А.1.
|
Номер балла |
Характеристики степени развития зоны с остатками литой структуры |
|
1 |
шириной до 10 % толщины стенки трубы |
|
2 |
шириной свыше 10 % до 20 % толщины стенки трубы |
|
3 |
шириной свыше 20 % до 30 % толщины стенки трубы |
|
4 |
шириной свыше 30 % до 40 % толщины стенки трубы |
|
5 |
шириной свыше 40 % до 50 % толщины стенки трубы |
Степень развития зоны с остатками литой структуры оценивают как целым баллом, так и половиной (0,5; 1,5; 2,5; 3,5; 4,5).
При отсутствии зоны с остатками литой структуры проставляют балл 0, в случае их грубого развития - балл более 5.
Лист регистрации изменений технических условий
|
Номер изменения |
Номера страниц |
Всего страниц после внесения изменения |
Информация о поступлении изменений (номер сопроводительного письма) |
Подпись лица, внесшего изменение |
Ф. И. О. этого лица и дата внесения изменений |
|||
|
заменяемых |
добавленных |
изъятых |
измененных |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПРИЛОЖЕНИЕ Б
к ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
(обязательное)
ШКАЛЫ
ПОЛОСЧАТОСТИ И ВИДМАНШТЕТТОВОЙ СТРУКТУРЫ
МЕТАЛЛА КОТЕЛЬНЫХ ТРУБ
ШКАЛА 2. ВИДМАНШТЕТТОВА СТРУКТУРА
Видманштеттову структуру оценивают по характеру развития игольчатости феррита согласно шкале 2 и таблице 2. В зависимости от степени развития игольчатости феррита видманштеттову структуру подразделяют на 5 баллов. В шкале 2 представлены эталоны для оценки видманштеттовой структуры в металле труб с массовой долей углерода до 0,15 % и в металле труб с массовой долей углерода от 0,15 % до 0,30 % включ.
Таблица 2
|
БАЛЛ |
ХАРАКТЕРИСТИКА |
|
0 |
Равноосные зёрна перлита и феррита. Видманштетт отсутствует |
|
1 |
Очень слабое проявление игольчатости феррита |
|
2 |
Развитая игольчатость феррита по границам зёрен |
|
3 |
Игольчатое расположение феррита по границам и в небольшой степени внутри зерна |
|
4 |
Игольчатое расположение феррита по границам и в значительной степени внутри зерна |
Шкалы полосчатости (шкала 1)
и видманштеттовой структуры (шкала 2)
В шкалах 1 и 2 представлены эталоны микроструктур для оценки степени развития феррито-перлитной полосчатости и видманштеттовой структуры металла котельных труб.
Качественные характеристики полосчатости и видманштеттовой структуры оценивают путем сопоставления структуры с эталонами соответствующих шкал. При этом оценку полосчатости и видманштеттовой структуры производят по наибольшему баллу, встречающемуся не менее, чем в трех участках шлифа.
ШКАЛА 1. ПОЛОСЧАТОСТЬ ФЕРРИТО-ПЕРЛИТНОЙ СТРУКТУРЫ
Шкала для оценки полосчатости в микроструктуре металла котельных труб построена по принципу возрастания количества ферритных полос с учётом степени их сплошности и подразделяется на 5 баллов. В таблице 1 приведены описания микроструктур по баллам шкалы 1.
Эталоны представлены для оценки полосчатости металла с массовой долей углерода до 0,25 % включ.
Таблица 1
|
БАЛЛ |
ХАРАКТЕРИСТИКА |
|
0 |
Равноосные зёрна феррита и перлита. Полосчатость отсутствует |
|
1 |
Более или менее равноосные зерна феррита и перлита со слабо выраженной полосчатостью в виде разорванных полос феррита и перлита |
|
2 |
Полосчатость характеризуется разорванными ферритными и перлитными полосами, расположенными равномерно по всему полю зрения |
|
3 |
Полосчатость характеризуется несколькими разорванными полосами перлита и феррита и проходящими через всё поле зрения 3 - 4 узкими сплошными полосами феррита, окаймлёнными прерывистыми полосами перлита |
|
4 |
Полосчатость характеризуется проходящими через всё поле зрения равномерно чередующимися сплошными полосами феррита и прерывистыми полосами перлита |
ШКАЛА № 1
Полосчатость феррито-перлитной структуры для стали
с массовой долей углерода до 0,25 %, ×100
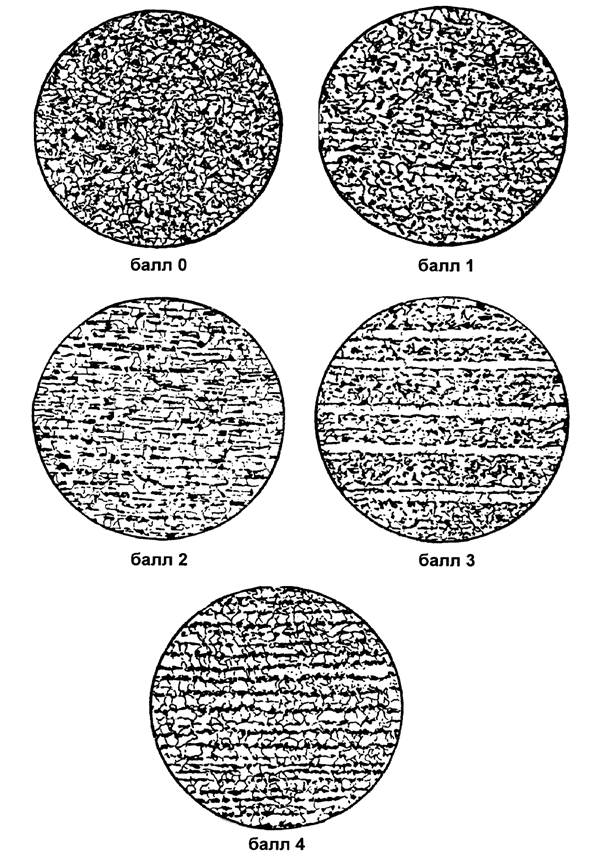
ШКАЛА № 2
Видманштеттова структура (игольчатость феррита)
для стали с массовой долей углерода до 0,15 %, ×100
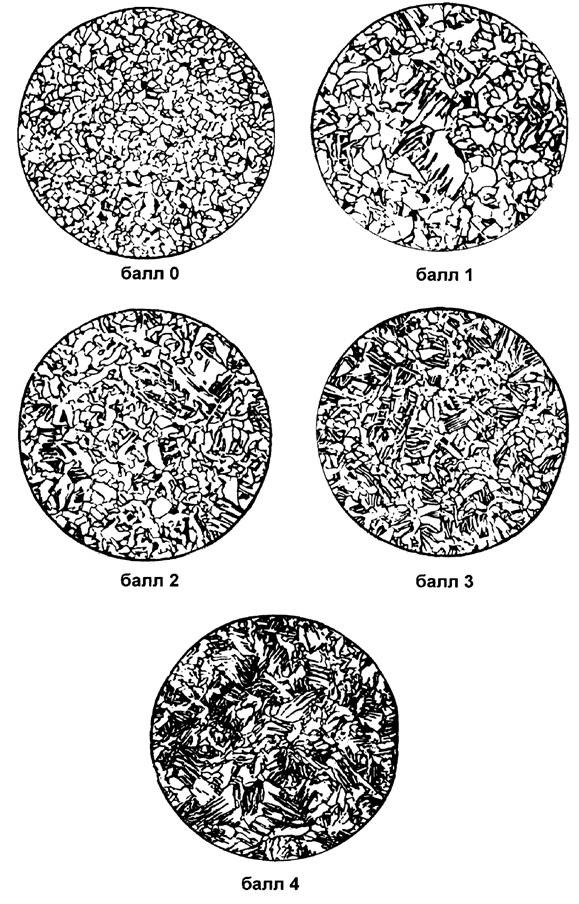
ШКАЛА № 2 (продолжение)
Видманштеттова структура (игольчатость феррита)
для стали с массовой долей углерода 0,15 % - 0,30 %, ×100
ПРИЛОЖЕНИЕ В
к ТУ 14-3-460:2009/ТУ У 27.2-05757883-207:2009
(обязательное)
ШКАЛЫ
МИКРОСТРУКТУР МЕТАЛЛА КОТЕЛЬНЫХ ТРУБ
ИЗ СТАЛИ МАРОК 12Х1МФ, 12Х1МФ-ПВ,
15Х1М1Ф И 12Х2МФСР
Шкалы микроструктур металла котельных труб
Основным принципом построения шкал является уменьшение количества отпущенных бейнита и перлита в структуре труб из стали марок 12Х1МФ, 12Х1МФ-ПВ, отпущенного бейнита в структуре труб из стали марок 15Х1М1Ф и 12Х2МФСР.
Сдаточные микроструктуры оценивают пятью баллами (с 1 по 5) и содержат отпущенных бейнита и перлита от 100 % до 15 % в стали марок 12X1МФ, 12Х1МФ-ПВ; отпущенного бейнита - от 100 % до 15 % в стали 12Х2МФСР и от 100 % до 20 % в стали 15Х1М1Ф.
Браковочные микроструктуры содержат менее 15 % отпущенных бейнита и перлита в стали марок 12Х1МФ, 12Х1МФ-ПВ, менее 15 % отпущенного бейнита в стали 12Х2МФСР (баллы 6, 7); либо представлены структурами с признаками перегрева при отпуске выше Ac1 (балл 8, 9 - сталь марок 12Х1МФ, 12Х1МФ-ПВ, балл 8 - сталь 12Х2МФСР).
В стали 15Х1М1Ф браковочные структуры представлены ферритом и отпущенным перлитом (балл 6), отпущенными мартенситом и бейнитом (балл 10); либо структурой перегрева при отпуске выше Ac1 (баллы 7, 8, 9).
12Х1МФ, 12Х1МФ-ПВ
СДАТОЧНЫЕ СТРУКТУРЫ
Микроструктура 1 балла содержит от 100 % до 30 % отпущенных бейнита и перлита+феррит
Микроструктура 2 - 3 балла содержит менее 30 % до 20 % отпущенных бейнита и перлита+феррит
Микроструктура 4 - 5 балла содержит менее 20 % до 15 % отпущенных бейнита и перлита+феррит
БРАКОВОЧНЫЕ СТРУКТУРЫ
Микроструктура 6 балла содержит менее 15 % до 5 % отпущенных бейнита и перлита+феррит
Микроструктура 7 балла содержит менее 5 % до 0 % отпущенных бейнита и перлита+феррит
![]()
15Х1М1Ф
СДАТОЧНЫЕ СТРУКТУРЫ
Микроструктура 1 балла содержит не менее 100 % отпущенного бейнита
Микроструктура 2 балла содержит не менее 80 % отпущенного бейнита
Микроструктура 3 балла содержит не менее 60 % отпущенного бейнита
Микроструктура 4 балла содержит не менее 40 % отпущенного бейнита
Микроструктура 5 балла содержит не менее 20 % отпущенного бейнита
БРАКОВОЧНЫЕ СТРУКТУРЫ
Микроструктура 6 балла - феррито-перлитная

Микроструктура 10 балла содержит 100 % отпущенных мартенсита и бейнита
12Х2МФСР
СДАТОЧНЫЕ СТРУКТУРЫ
Микроструктура 1 балла содержит от 100 % до 90 % отпущенного бейнита+феррит
Микроструктура 2 балла содержит менее 90 % до 70 % отпущенного бейнита+феррит
Микроструктура 3 балла содержит менее 70 % до 50 % отпущенного бейнита+феррит
Микроструктура 4 балла содержит менее 50 % до 30 % отпущенного бейнита+феррит
Микроструктура 5 балла содержит менее 30 % до 15 % отпущенного бейнита+феррит
БРАКОВОЧНЫЕ СТРУКТУРЫ
Микроструктура 6 балла содержит менее 15 % до 5 % отпущенного бейнита+феррит
Микроструктура 7 балла содержит менее 5 % до 0 % отпущенного бейнита+феррит
Микроструктура 8 балла - структура перегрева при отпуске выше Ас1.